跟大咖学设计 · 第27期 | 大吨位亚军!HT-雄鹰队作品详解
汇聚优秀作品,直面模具设计大咖!适创科技【跟大咖学设计】专题内容,定期邀请模具设计精英分享方法与经验,为压铸及模具行业从业者开启设计新视野。
第三届全国“适创杯”模具设计挑战赛大吨位组亚军——HT-雄鹰队,从产品全工序可制造性出发,先识别气密、水道、焊接、加工和变形风险,再通过横摆布局、俯冲进浇、全程抽气真空阀、定模与滑块预顶出、3D打印透气钢镶件以及镶拼降本设计,将复杂风险逐步拆解,在结构和工艺层面不断优化,对摩擦焊结构提出了指导性建议。
本期内容,就让我们一起来解读他们的方案亮点。

01设计展示
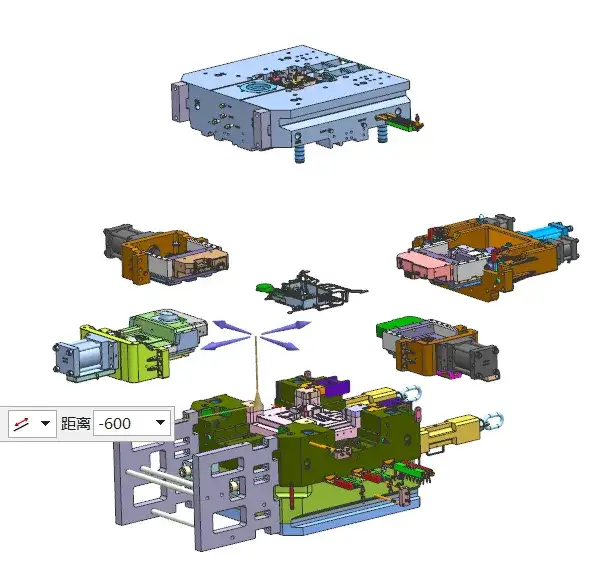
模具整体展示
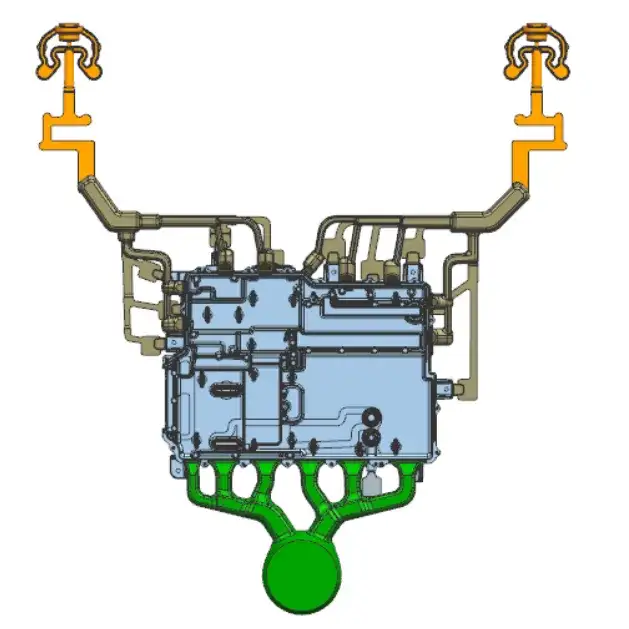
浇排设计展示
该产品尺寸约为 415×525.5×152 mm,材料为 A380,产品体积约 1647 cm³,产品质量约 4448 g,产品投影面积约 1715 cm²,基本壁厚为 3 mm,平均壁厚为 3.22 mm,最大壁厚约 14.84 mm。
从设备匹配看,团队根据产品壁厚结构特征及过往开发经验,选择 60 MPa 铸造压力进行计算,所需锁模力约为 1956.7T,初步选用 2000T 压铸机;同时考虑柔性化生产调度需求,模具预留 2500T 压铸机安装孔位。浇排基本信息中,冲头直径选为 120 mm,冲头截面积约 11304 mm²,浇口截面积约 952 mm²,浇口比约 11.8,工艺出品率约 50.99%。
02设计思路
■ 产品分析
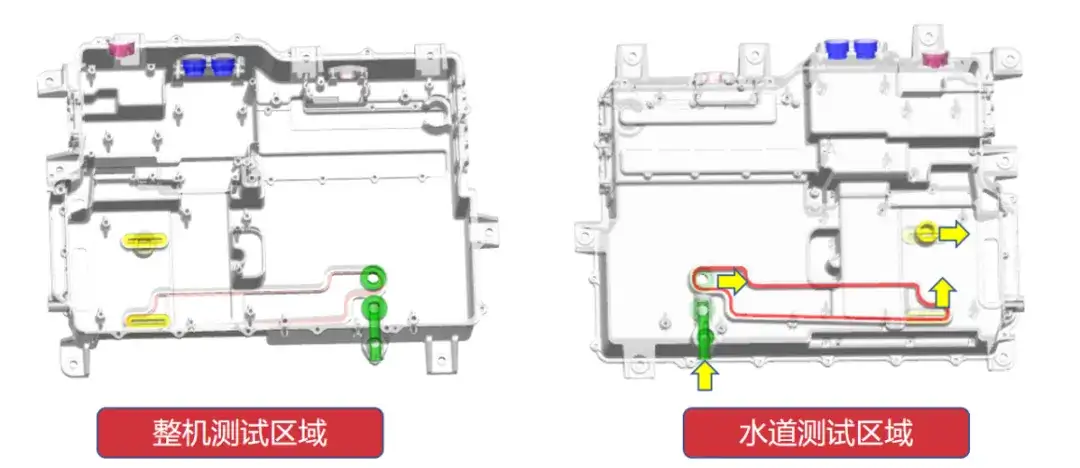
拿到产品后,HT-雄鹰队首先对产品进行了整体风险分析。在产品分析阶段,团队重点关注三类问题:一是水道和整机气密要求;二是局部厚肉区域带来的疏松、烧伤与泄漏风险;三是开模方向、分型结构和加工余量对后续尺寸稳定性的影响。
从产品要求来看,该产品的风险集中在两类区域:一是整机测试密封区域,需要满足气密检测要求;二是水道测试区域,尤其是搅拌摩擦焊盖板成型区域,不仅要保证内部质量,还要关注水道周边外观烧伤质量。
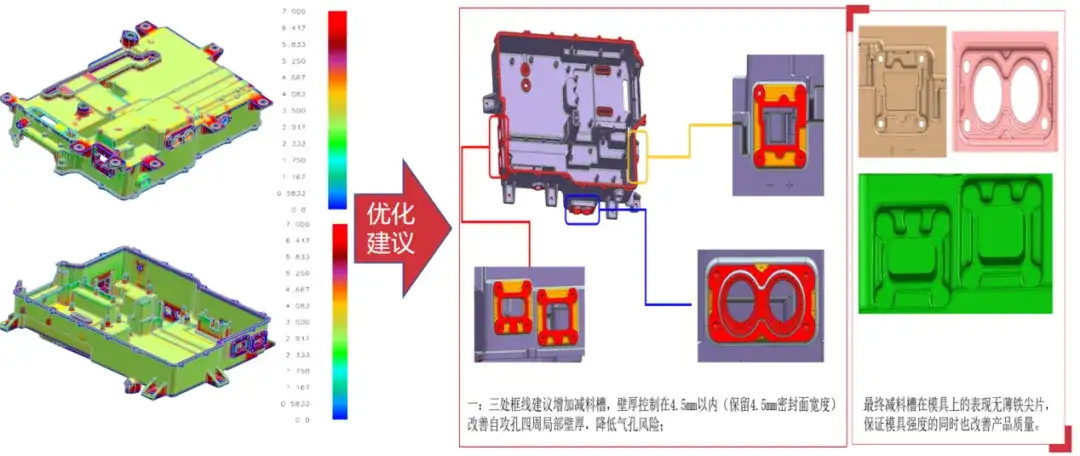
在壁厚分析中,团队识别出产品局部红色区域壁厚偏厚,容易出现疏松及烧伤等缺陷。因此,团队提出对局部区域进行减料优化,在保证密封宽度和模具强度的前提下,降低泄漏风险,同时实现产品减重。
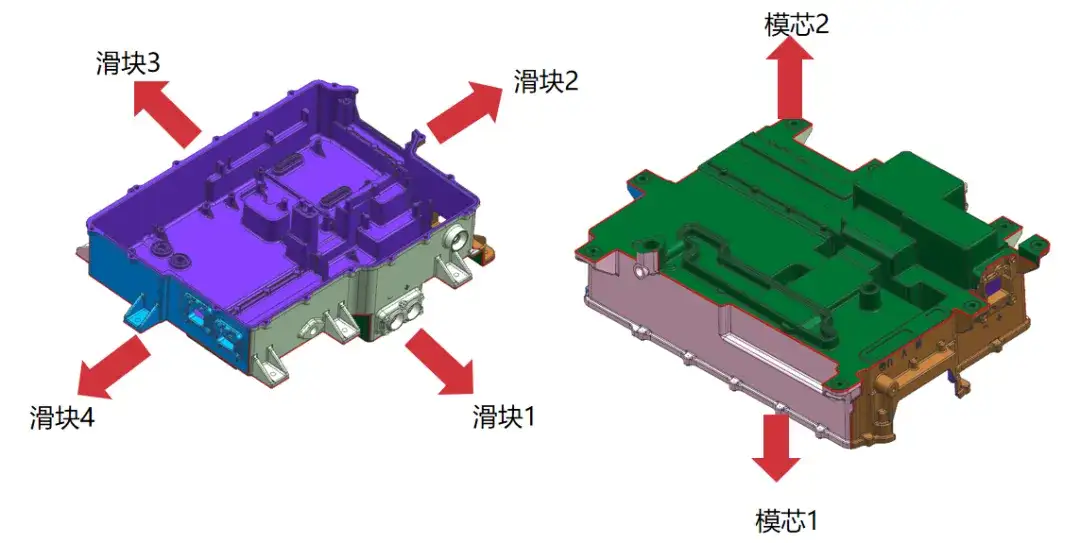
在分型分析中,团队根据产品造型初步规划采用4个滑块、2个模芯的结构形式,并对三种分型方案进行了比较,确定了开模方向。
第一版方案为腔体定模侧竖摆,虽填充覆盖面较广,但穿线螺牙壁厚及窗口的填充不良。第二版方案为腔体动模侧横摆,虽进料平顺、流程较短,但容易冲蚀产生铸点。第三版方案为腔体定模侧横摆。经过初步模拟分析后,团队最终选择第三版方案作为设计蓝图。该方案具有填充平顺、同步性接近、不易冲刷产品外观面、进料区域多等优势,虽然存在去除浇口易变形的风险,但整体更适合本产品的结构特征和质量要求。
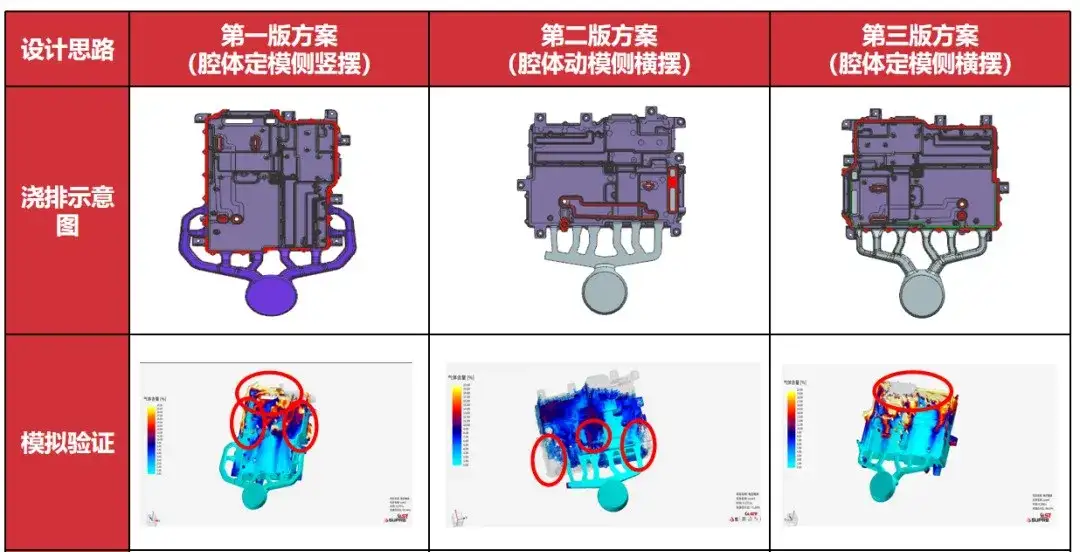
浇排方案比较
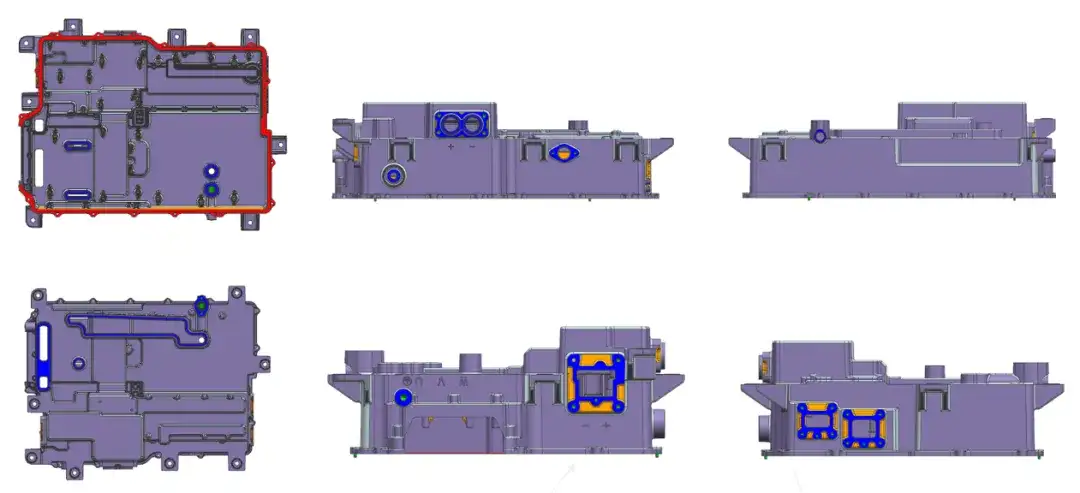
在模具结构设计上,团队重点关注了开模时的包紧力和变形风险。由于定模腔体深度达到 90 mm,包紧力较大,因此定模采用预顶出结构。
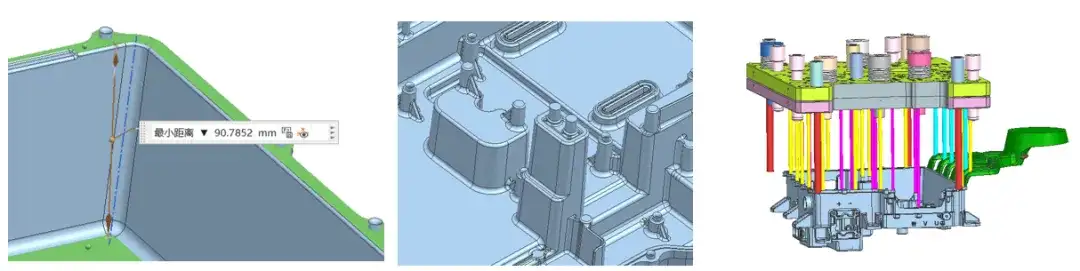
定模预顶出设计
同时,左、右、上滑块也采用滑块预顶出设计,以降低滑块面局部包紧力,减少开模方向上的拉变形和拉裂风险。
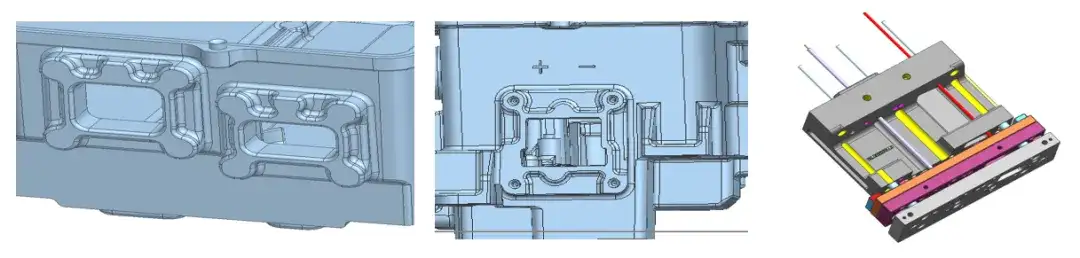
滑块预顶出设计
对于小于 D8 的顶针,团队采用变节顶针,以加强顶针强度,降低顶针变形导致卡顶针的故障率。
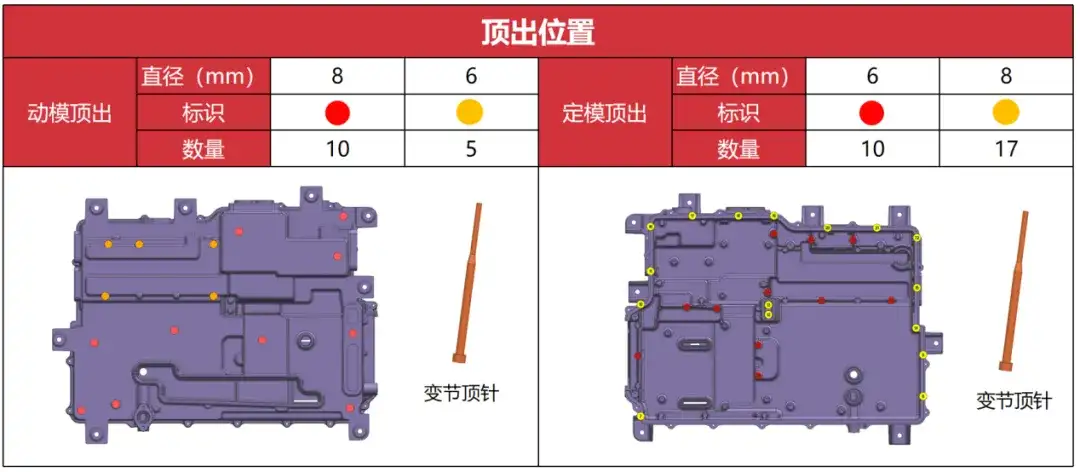
顶针设计分析
此外,团队还对拔模与加工余量进行了前置考虑。动、定模局部无拔模区域建议通过产品减肉增加 1.5° 拔模;滑块面考虑锁紧受力,建议做 0.3° 拔模;浇口区域在不影响装配要求的情况下,建议拔模斜度增加至 2.5°,以改善胶口附近热量区的脱模条件。
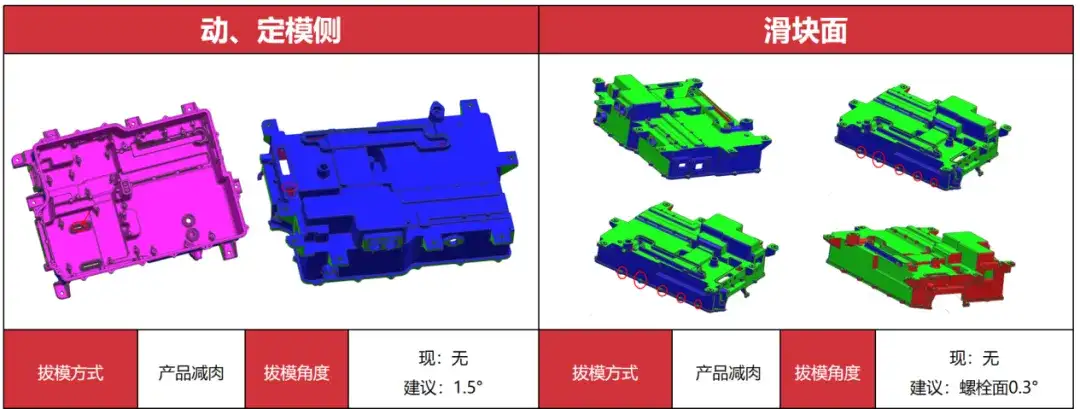
拨模分析
加工余量方面,红色大面设置 1 mm,蓝色平面设置 0.8 mm,绿色预铸孔单边余量设置 0.5 mm,M4及以下螺纹孔采用盲孔设计。
加工余量设计
■ 浇排系统
在浇排系统设计上,HT-雄鹰队采用了俯冲进浇方式,天侧以及两侧渣包最终汇聚到天侧两边的真空阀进行全程抽气。针对浇口区域,团队还建议将产品外形面壁厚由 3 mm 增加至 3.3 mm,以利于铝液填充。
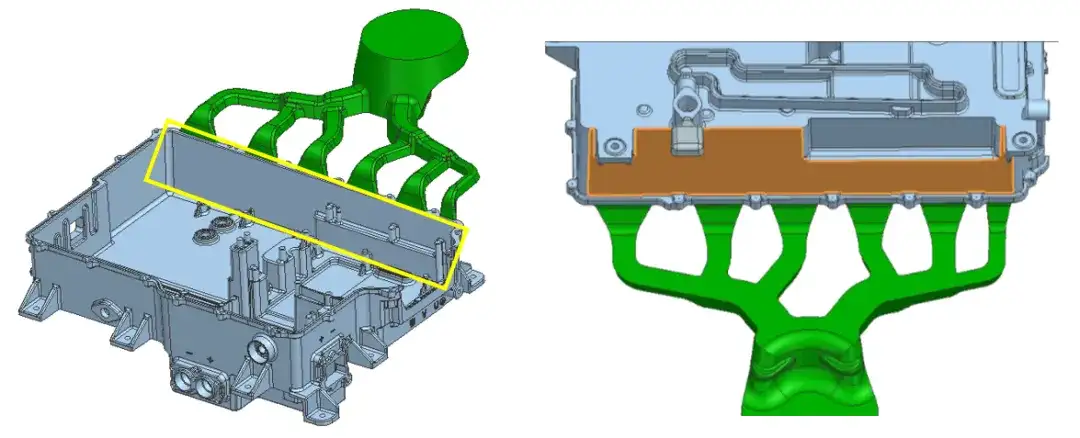
浇排系统布局设计
在浇排迭代阶段,团队基于此前选定的第三版方案蓝图继续进行了多版本优化。第四版方案模拟结果显示填充末端气压高、范围广,说明排气面积和填充能力不足。第五版填充末端气压有所降低,但中间孤岛位置仍存在卷气与高气压风险。第六版进一步调整浇口厚度与侧面产品壁厚由,并将波浪板排气改为真空阀,加大浇排面积与抽气量,最终使整体气压明显下降。
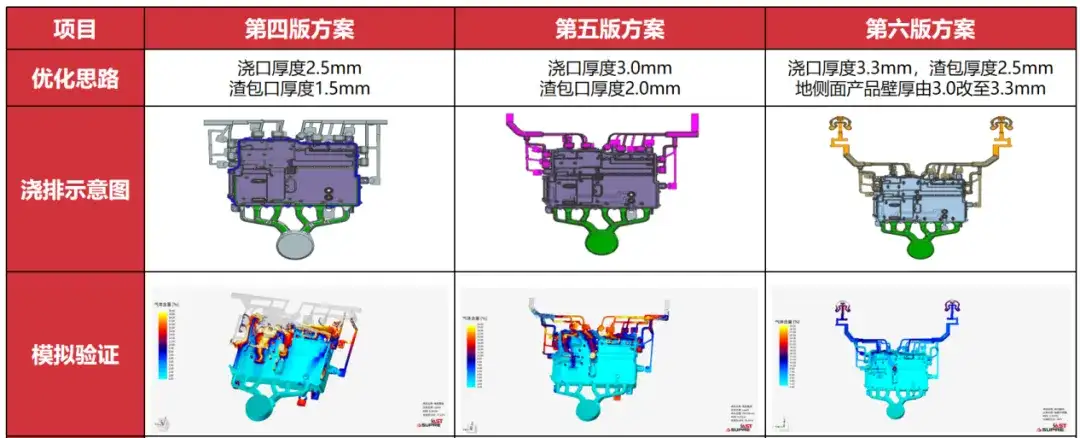
浇排方案迭代优化
经过多版本优化,并借助智铸超云V2.0进行快速模拟验证,第六版方案在填充同步性、填充温度、气体含量、热节、速度场和缩孔分析等方面均满足设计要求。其中,气体含量控制在 20% 以下,速度场控制在 55 m/s 以下,热节分析小于 5 s,减肉后缩孔风险得到控制。
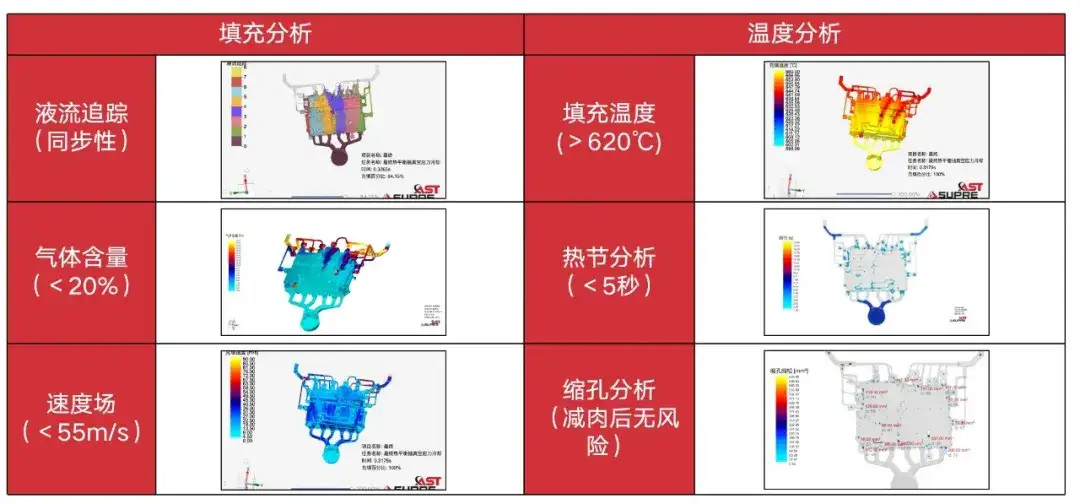
智铸超云仿真结果
通过 PQ²图 验证,设计的浇注方案与压铸机性能匹配,工艺调试窗口较宽;同时,压铸机四区受力分布较均衡,四个区域分别约为 487 kN、445 kN、410 kN、436 kN,说明浇排与机台匹配关系较为合理。
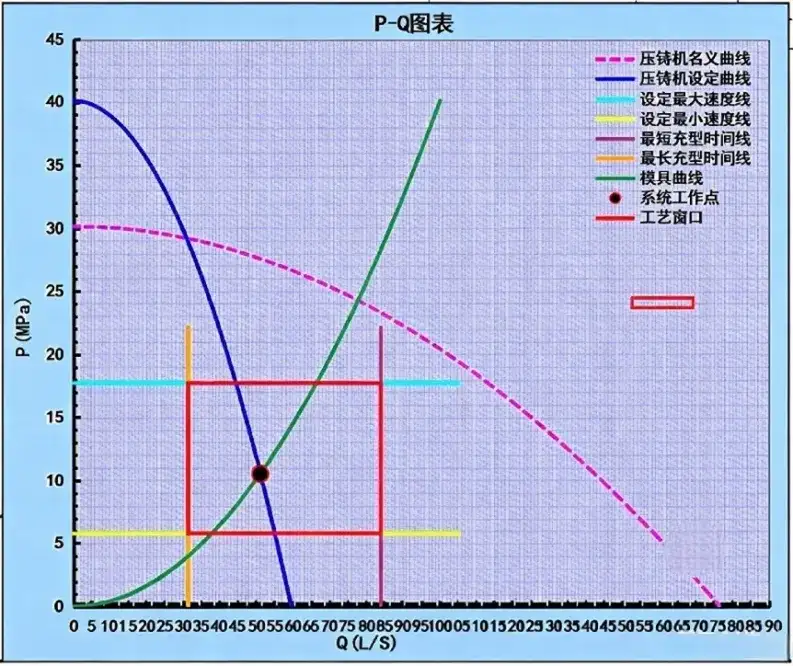
PQ²图验证工艺参数
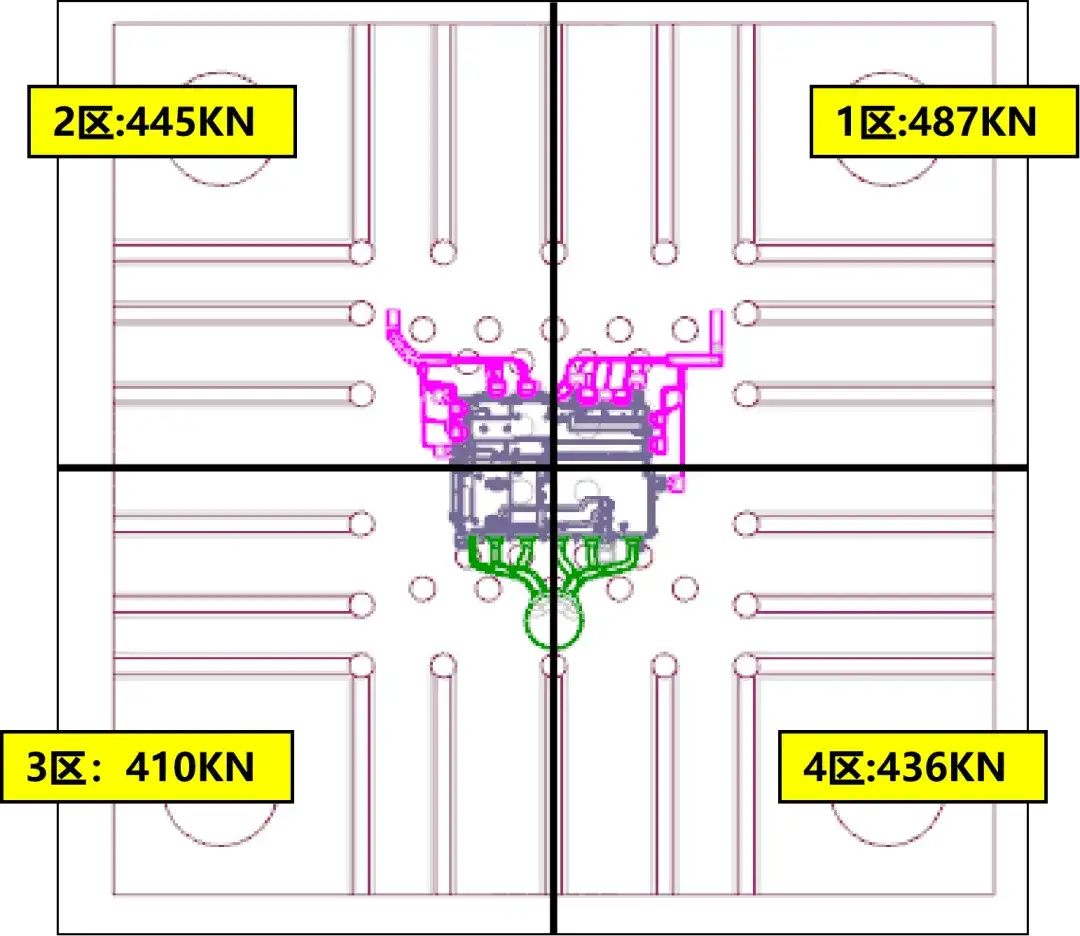
压铸机分区受力模拟分布
■ 温控设计
在温控系统方面,团队采用了油温、直冷、高压点冷综合设计。其基本思路是:通过智铸超云模拟识别热节点和缩孔区域,再针对性增加高压点冷;同时,由于产品整体壁厚较薄,采用水冷与油温结合的方式控制模具整体温度平衡。
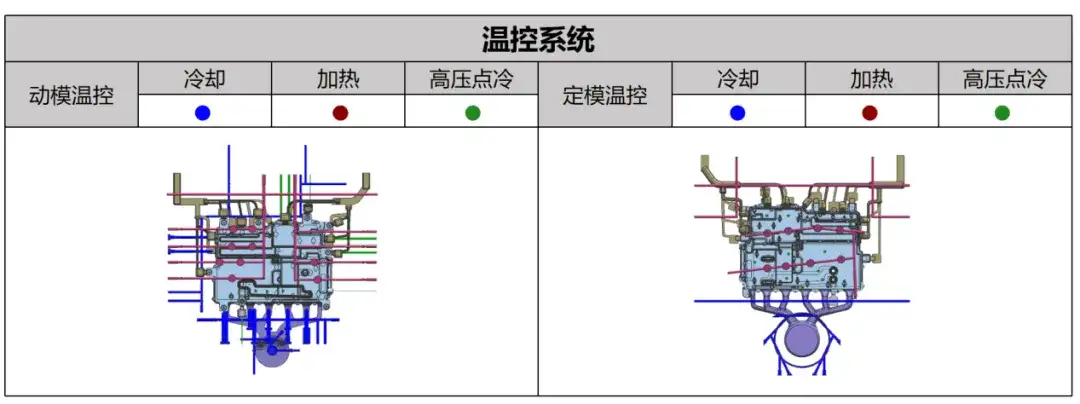
温控系统设计
团队先对无冷却状态下的模具温度场进行分析,再根据温度分布布置冷却通道,并进行带冷却和喷涂条件下的热循环模拟,最终使模具温度趋于相对平衡。定模、动模以及上下左右滑块均进行有冷却和无冷却状态对比,从而验证温控系统对热平衡改善的效果。
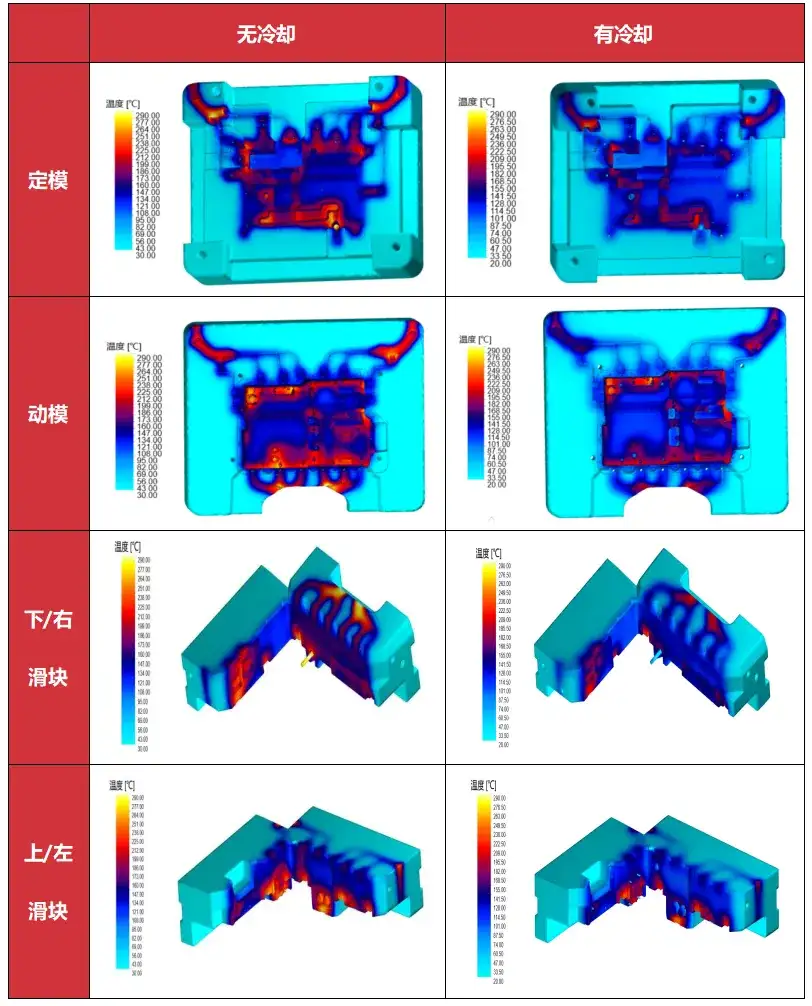
无冷却/有冷却热平衡对比
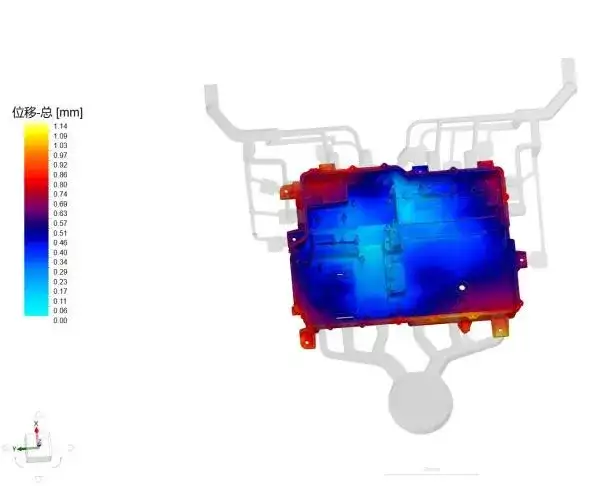
在应力变形分析中,模拟结果显示产品最大变形量约为 0.43 mm,加工余量设定为 1 mm,能够满足加工要求。团队也特别指出,部分变形区域后续仍需通过冷却优化进一步改善。
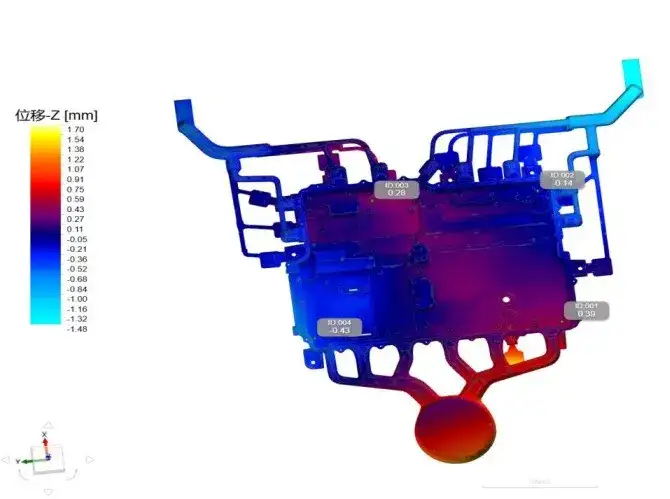
应力变力分析
同时,通过对模外冷却与激光切割两种状态进行模拟,发现激光切割对产品变形影响较大,因此该产品浇口与排溢系统去除不宜采用激光切割,而更适合通过岛内锯切机完成。
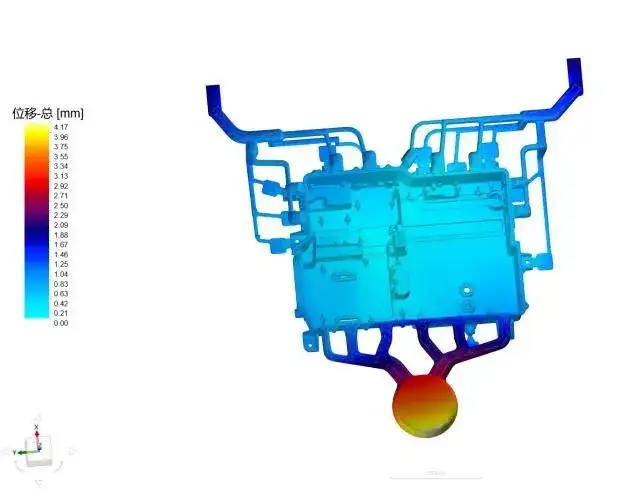
模外冷却
激光切割
03设计亮点
总体来看,HT-雄鹰队这套方案的亮点,在于围绕电控箱体的气密性、内部质量、脱模变形、真空密封与模具成本,形成了一套系统化设计方案。
Ø 亮点一:模具密封设计,减少真空压铸模具漏气。由于该模具采用抽真空设计,团队对模具分型面、滑块配合面、顶针、型针、镶件以及压室配合面等关键位置进行密封设计,并在冲头侧采用密封冲头,以减少真空压铸过程中的漏气风险。
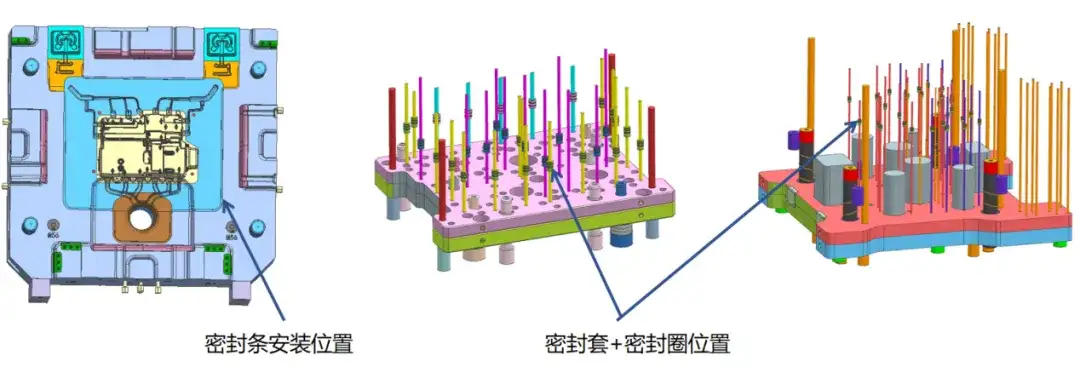
模具密封设计方案
Ø 亮点二:模芯采用镶拼方式,实现结构降本。定模芯采用“套框+模芯”的镶拼设计方案,材料分级选用后,主材成本可降低约 25%;动模芯四个角位采用镶件设计,主材成本可降低约 16%。通过这类方式,整套模具主材成本预计可降低 5%—10%,在保证关键区域性能的同时提升成本竞争力。
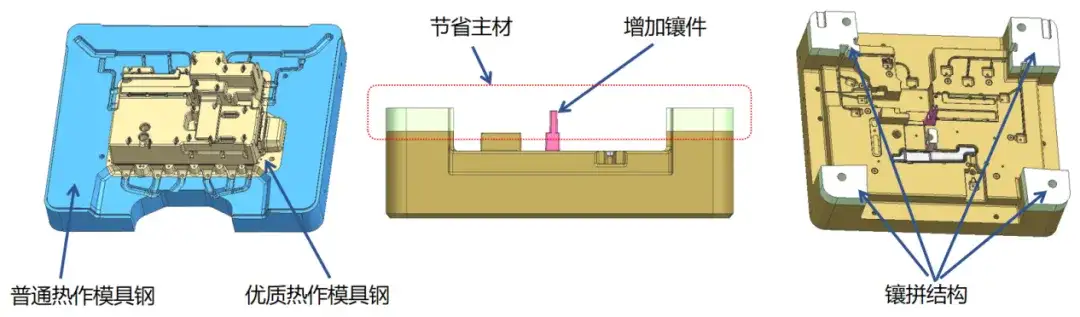
定模芯/动模芯镶拼降本设计
Ø 亮点三:3D打印透气钢镶件,解决中间孤岛困气。针对产品中间孤岛位置存在困气的问题,团队采用 3D打印透气钢镶件,通过排气通道降低局部气压,减少气孔风险。该结构同时结合冷却通道和排气通道,使深腔孤岛区域的排气能力得到提升。
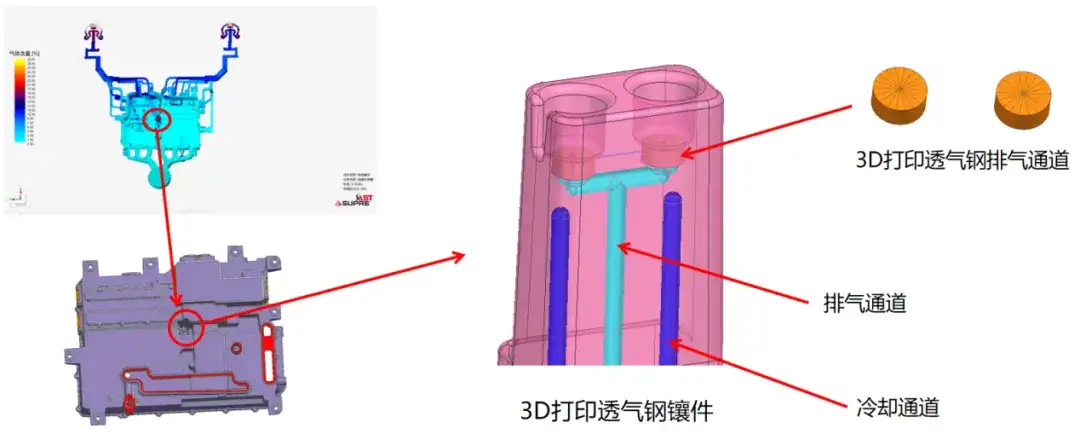
3D打印透气钢镶件结构
Ø 亮点四:全程抽气真空阀结构设计。团队对比了普通波浪板、液压阀和机械阀三种方案。综合该产品结构条件,团队最终采用全程抽气机械真空阀方案,以降低型腔气体含量,保证铸件致密性。
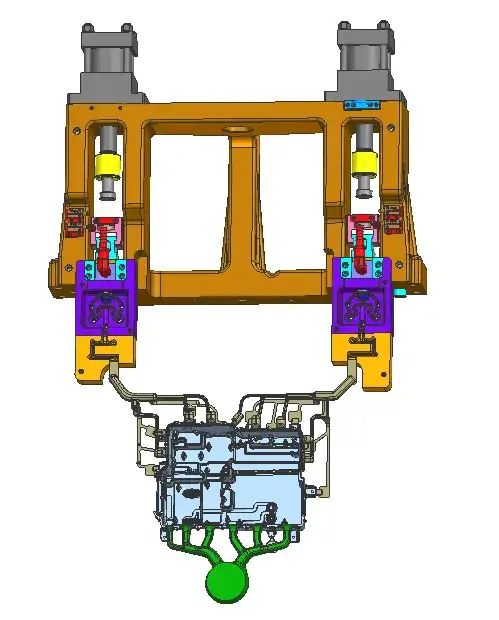
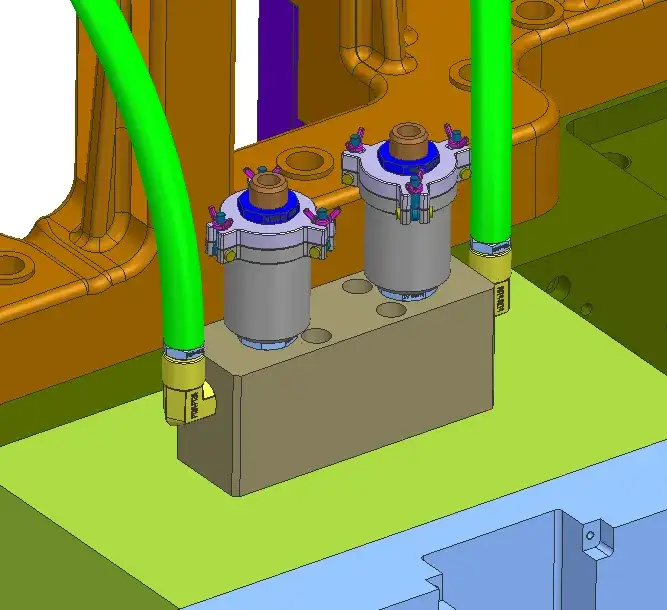
真空阀结构设计
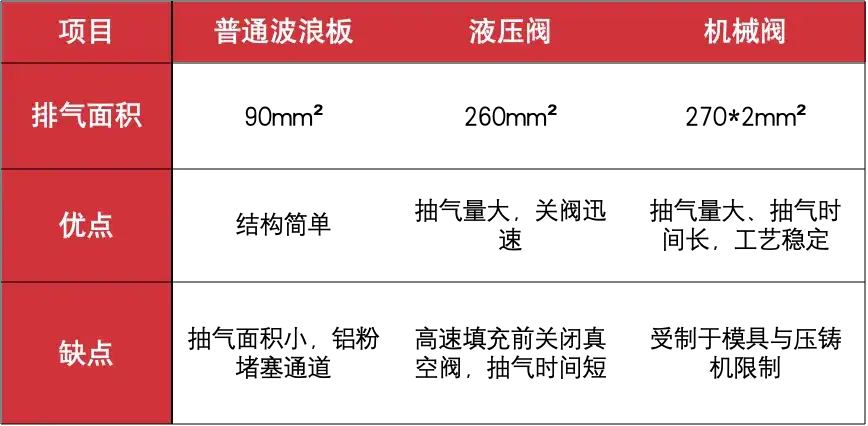
普通波浪板/液压阀/机械阀对比
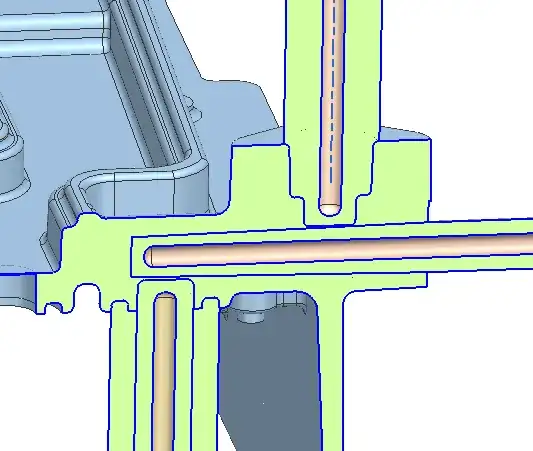
Ø 亮点五:水道关键区域质量保证措施。针对水道区域,团队提出将部分机加工孔改为预铸,以降低侧边加工面和孔之间的泄漏风险;对于抽芯针与定模针之间存在隔皮的问题,建议将内孔改为机加工。
同时,对相关预铸孔增加高压冷却,提高致密性,并在镶针表面增加涂层,减少粘铝等不良。
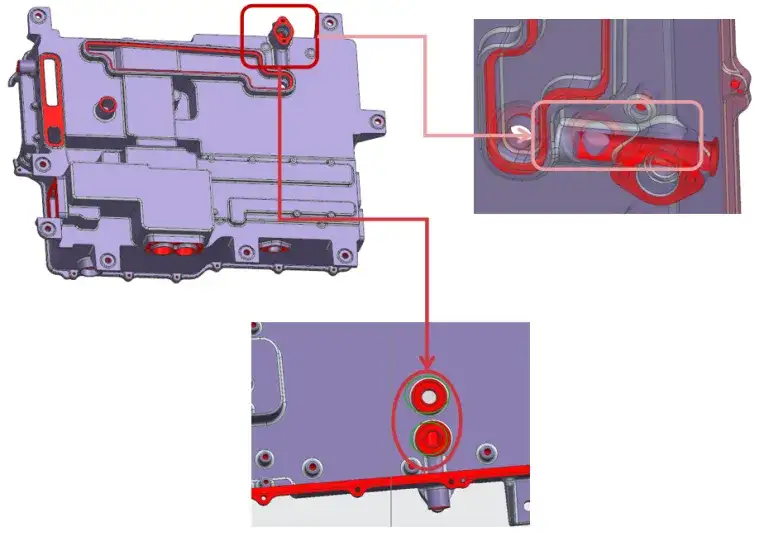
Ø 亮点六:搅拌摩擦焊质量工艺可行性改善。一方面,搅拌摩擦焊完成后会在产品上留下匙孔,因此建议在对应黄色圈位置增加匙孔;另一方面,当前焊接面轴肩接触面不足,因此建议产品整圈向外延伸。
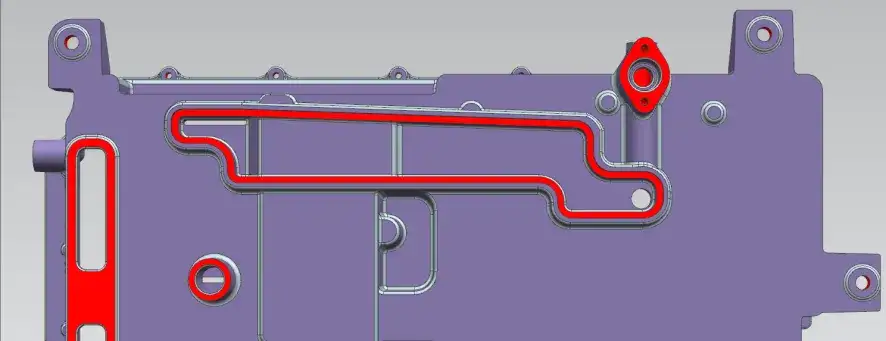
匙孔设计
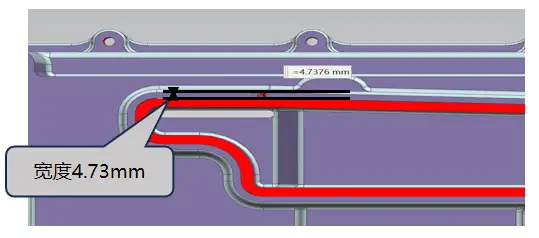
焊缝宽度设计
总的来说,HT-雄鹰队先识别气密、水道、焊接、变形和脱模风险,再通过模流验证、真空系统、结构预顶出、温控优化和产品修改建议,将后期问题尽可能前移到设计阶段解决。
HT-雄鹰队表示,这套方案的核心是通过多专业协同,对产品各工序可制造性和质量风险进行前置识别。面对新能源电控箱体开发周期短、气密要求高、焊接工艺复杂的特点,团队借助智铸超云快速完成多方案验证,并大胆引入新技术,希望在实践中不断积累经验,更好地服务产品质量。





















工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP




