跟大咖学设计·第28期 | 小吨位亚军!砺锋队作品详解
汇聚优秀作品,直面模具设计大咖!适创科技【跟大咖学设计】专题内容,定期邀请模具设计精英分享方法与经验,为压铸及模具行业从业者开启设计新视野。
第三届全国“适创杯”模具设计挑战赛小吨位组亚军团队——砺锋队,围绕一款小吨位压铸件展开设计。相比追求复杂结构,这套作品更强调“实用、稳定、好生产”:通过分型线与浇口位置的取舍,降低产品变形风险;通过三轮浇排迭代与抽真空优化,改善末端卷气;再通过温控系统调整,让模具温度回到更适合成型的状态。
从分型取舍到抽真空优化,看砺锋队如何把“简单结构”做稳!

01设计展示
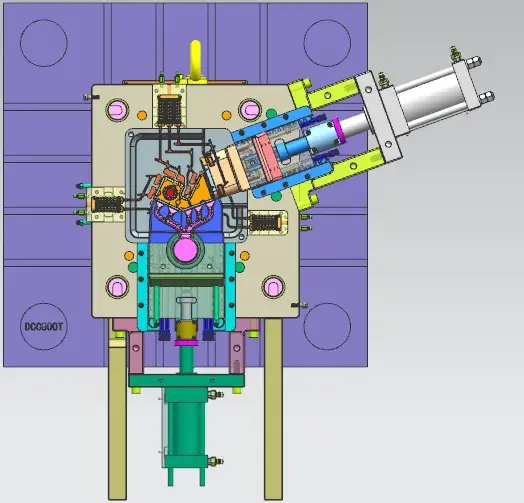
模具整体展示
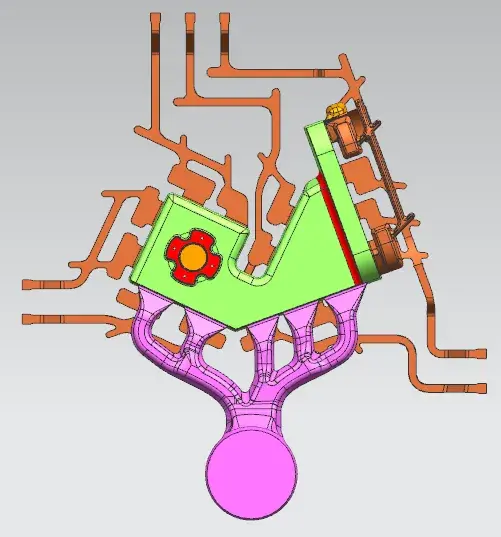
浇排设计展示
该产品配套模具尺寸为 900×800×910mm,产品体积约 634199mm³,渣包体积约 292966mm³,浇道体积约 434650mm³,总体积约 1361815mm³,工艺出品率为 46.3%。从设备匹配看,方案选用 800T压铸机,锁模力要求约 5902KN,冲头直径为 Ø90mm,压射行程为 585mm,压室充填率约 40.3%。
在方案初期,团队对两种摆放方式进行了比较:一是短边摆正,二是长边摆正。通过对浇口位置、二速调整难度、窗口脱模角度以及产品利角风险的综合判断,团队最终确定了更适合该产品成型和后续加工的定案方案。
短边摆正
长边摆正
此外,根据产品2D要求,团队判断部分特征无法单纯依靠压铸过程保证精度,因此在箭头所指的三处产品特征上增加CNC余量,确保后续加工能够满足产品要求。
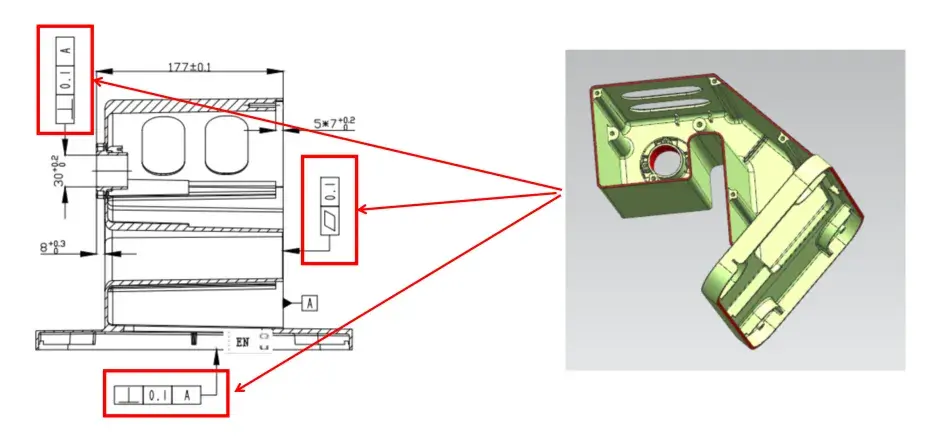
增加CNC余量图示
02设计思路
砺锋队认为,这款产品的难点在于局部特征的可铸性与后续加工的便利性。浇口位置的选择、分型线的布置以及脱模角度等细节的调整,都会直接影响成型质量和生产效率。
■ 产品分析
在分型设计上,砺锋队的思路非常明确:分型线不仅要服务于开模,更要服务于排气、脱模和后续加工。
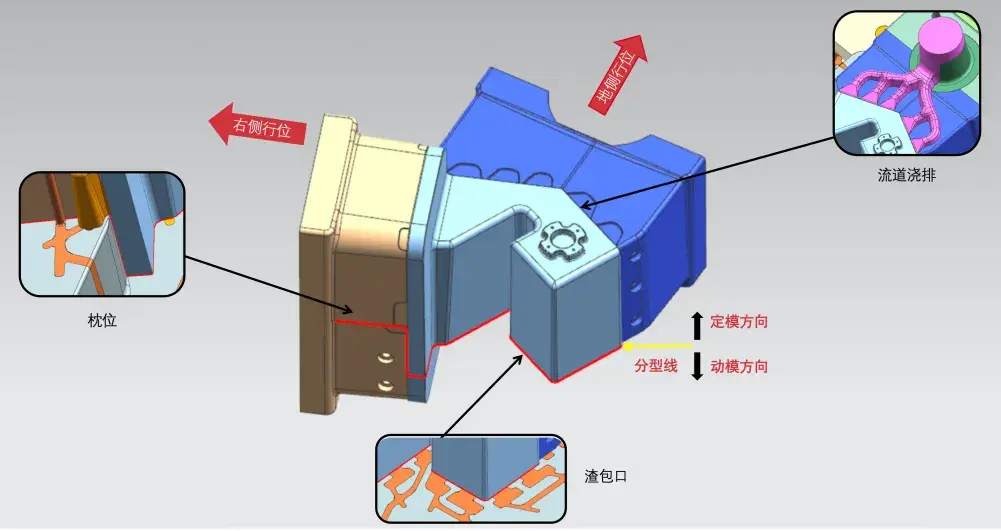
团队将定模方向、动模方向以及左侧行位、右侧行位进行综合布置,并在产品末端区域设计枕位,以利于末端排气,同时降低行位脱模力过大导致产品变形的风险。
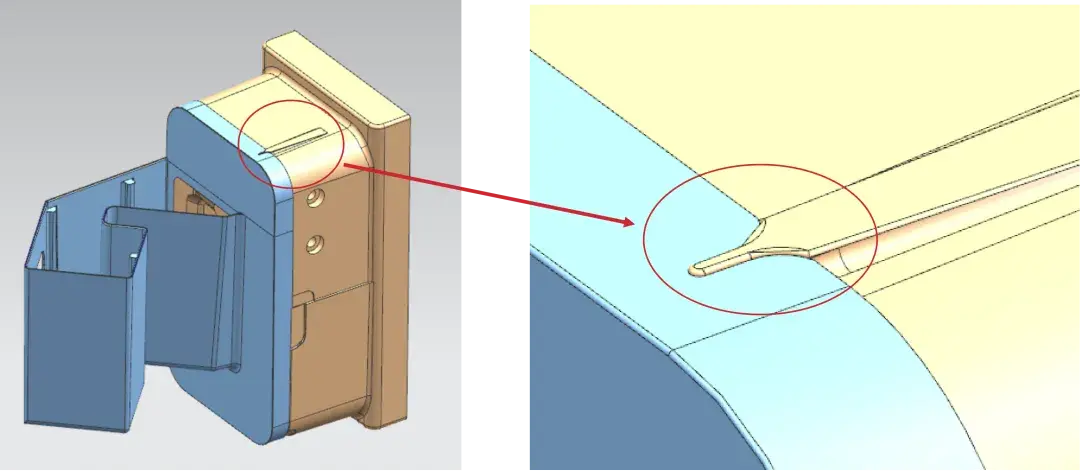
在另一处关键区域,团队将分型线布置在有利于末端排气的位置,并将渣包口布置在端面,使其后续可通过CNC加工去除。这一处理既兼顾了压铸成型过程中的排气需求,也考虑到了后加工的便利性。
流道浇排则布置在有利于产品填充成型的位置,尽量减少金属液流动阻力,使后续调机更加友好。
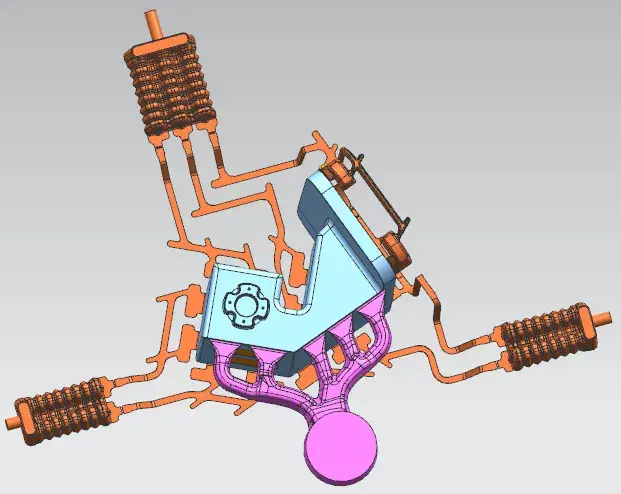
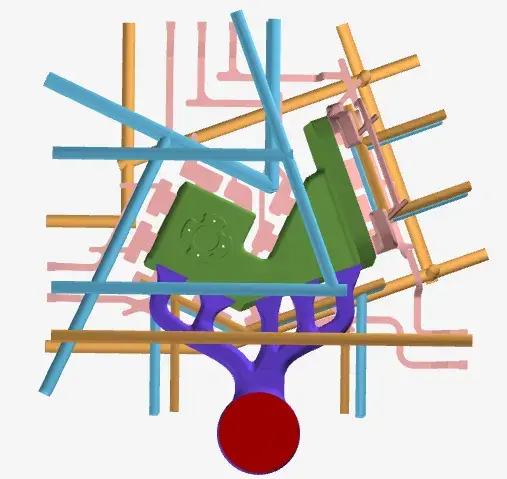
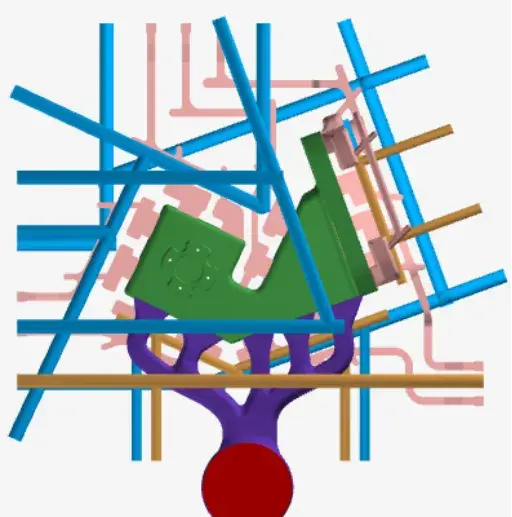
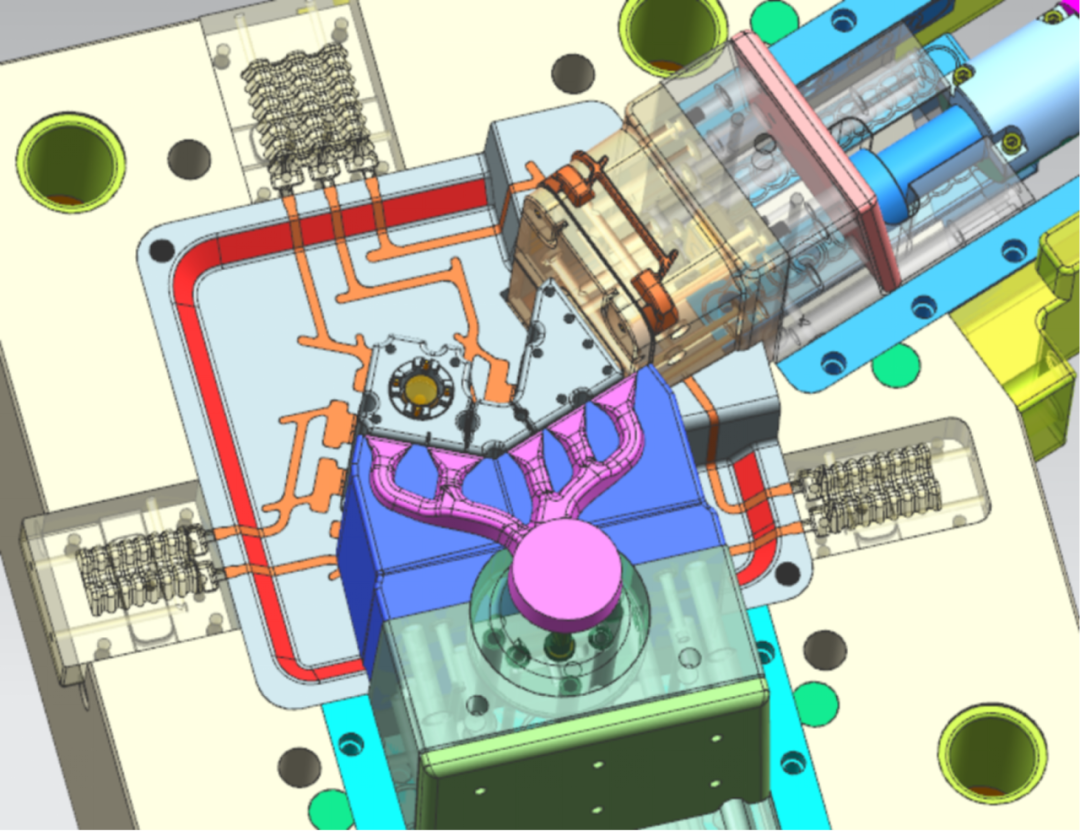
■ 浇排系统
在浇排设计上,砺锋队经历了三轮主要迭代。
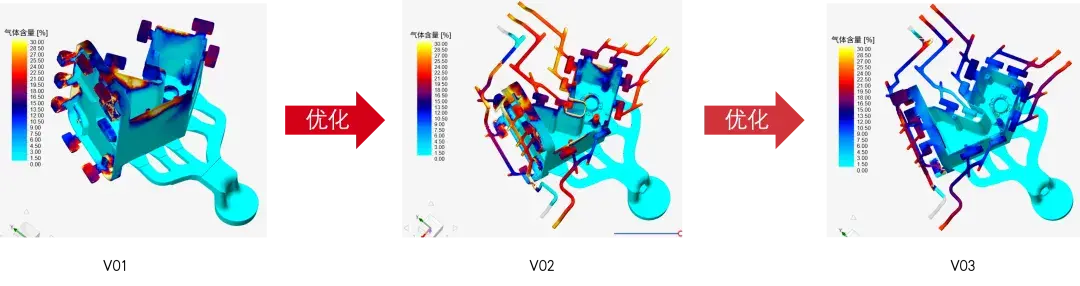
浇排系统的迭代优化过程
V01版模流方案无排气阀排气,模拟结果显示产品末端卷气较为严重。针对这一问题,团队增加了排气阀,并同步调整流道进浇位置以及渣包布置。
V02版改为排气阀排气后,末端卷气得到明显改善,但局部区域仍有部分卷气未完全排空。于是团队继续优化流道进浇位置和渣包设计,进一步改善末端排气条件。
到了V03版,产品卷气问题得到明显改善,基本满足生产要求。但为了进一步提高稳定性,团队在终版方案中继续引入抽真空排气。根据模拟结果,使用抽真空后,浇排系统性能有明显提升,能够满足生产要求。
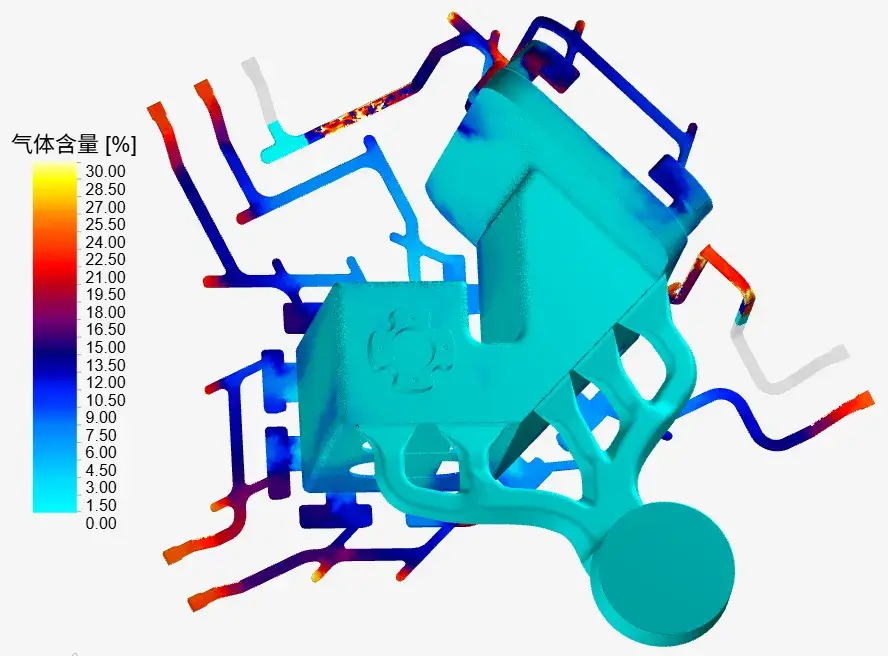
抽真空-气体含量仿真结果
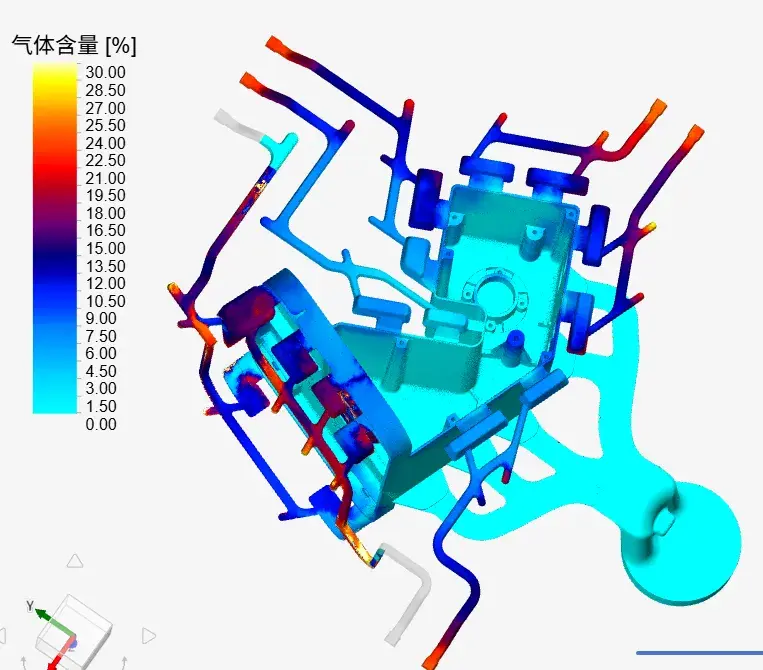
抽真空-气体含量仿真结果
整个过程中,砺锋队先通过排气阀改善末端排气,再通过流道与渣包位置调整优化流态,最后以抽真空进一步提升系统稳定性。这种由浅入深的迭代路径,使方案更加稳妥。
在流道校核方面,经过计算,现有流道基本遵循截面积递减原则,且该流道系统工作点位于P-Q工艺窗口中间区域,说明模具与压铸机匹配合理,工艺调整空间相对充足。
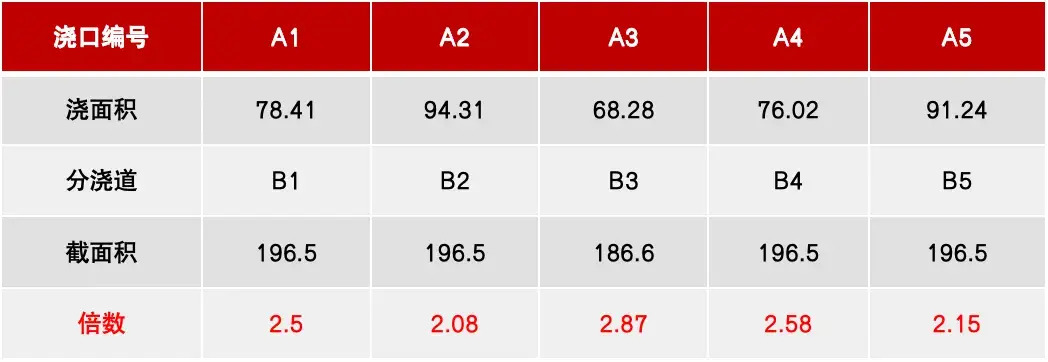
流道截面积核算
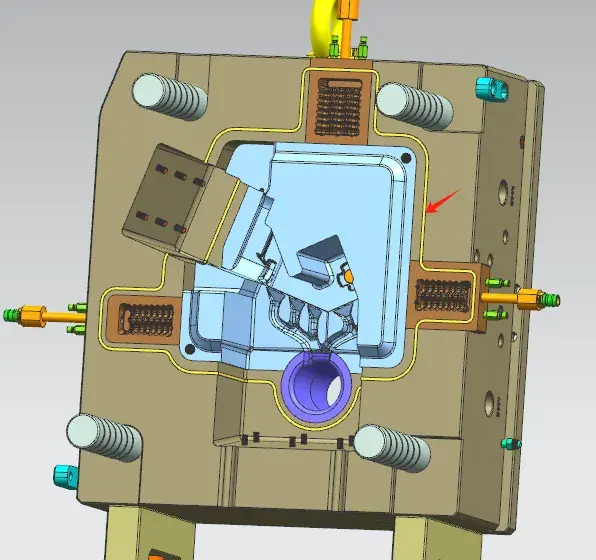
■ 温控设计
温控系统方面,砺锋队同样采取了“先模拟、再修正”的方式。
浇排系统布局设计
浇排系统布局设计
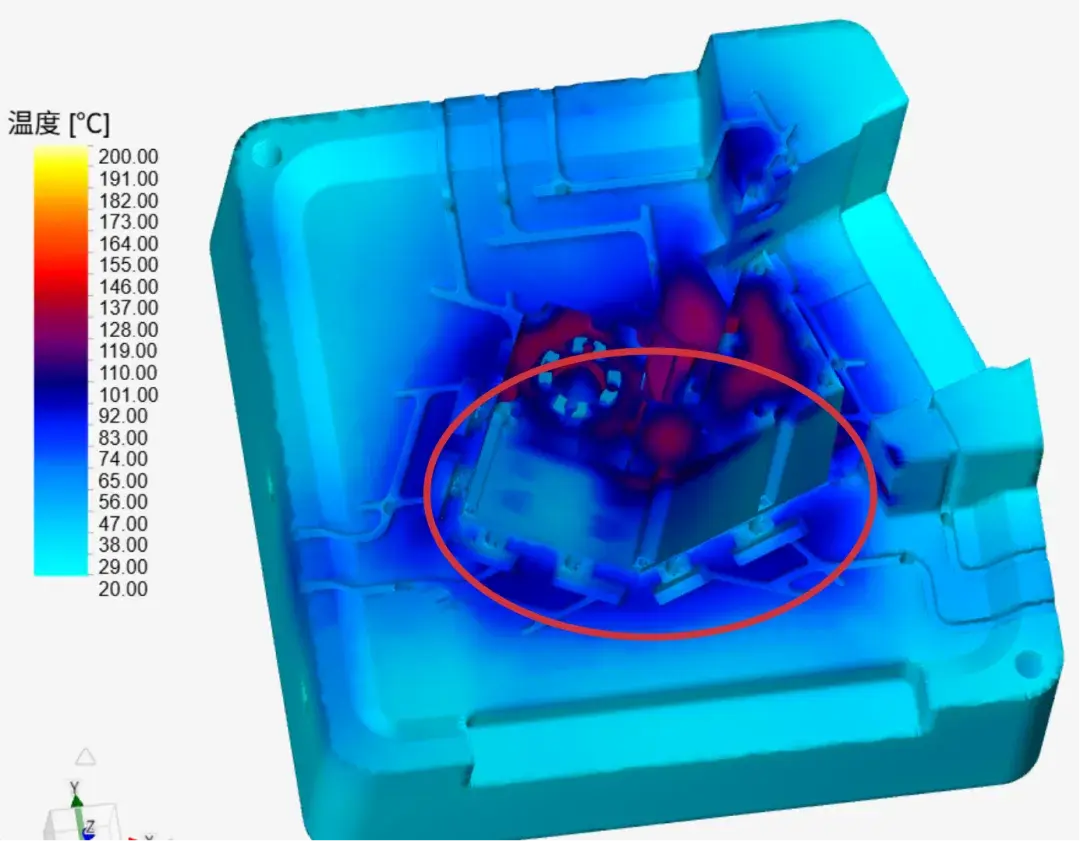
在初版温控方案中,进行水路和油路布置后,团队分别对定模、动模、地侧行位和右侧行位进行了温度分析。结果显示,定模、地侧行位和右侧行位温度均处于正常状态,但动模局部位置温度偏低,不利于铝液充填,容易造成压铸缺陷。
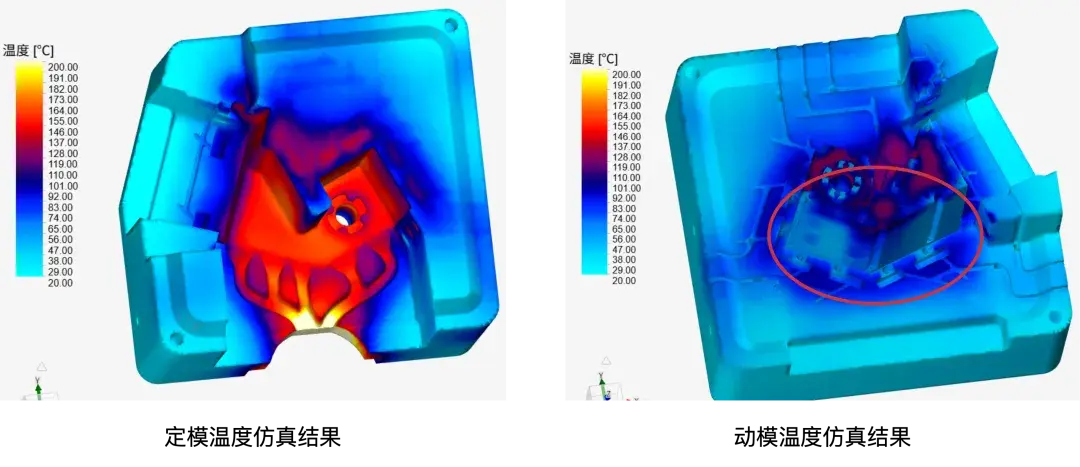
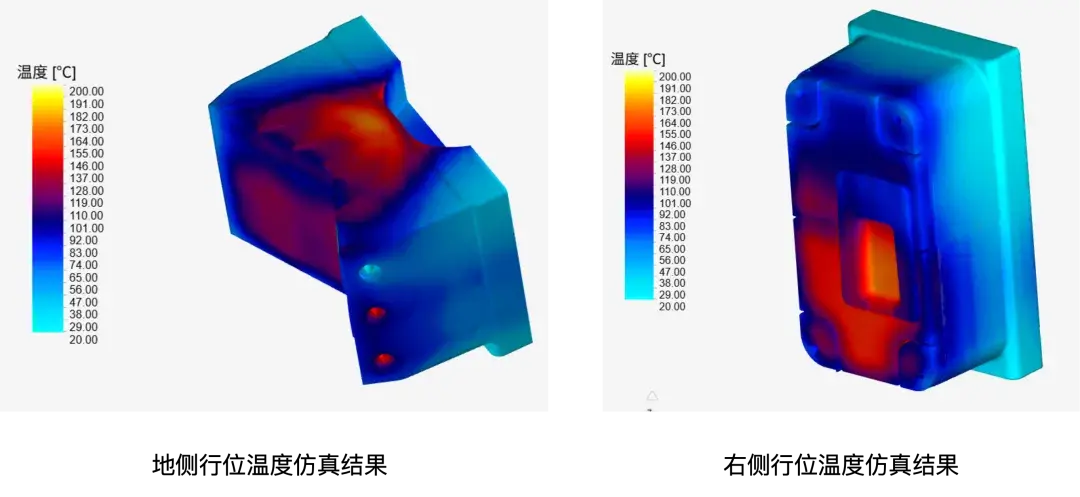
针对这一问题,团队取消了后模部分点冷及水路,并适当增加油路,使动模温度回到更适合成型的区间。模拟结果显示,定模、动模及两侧行位温度均趋于正常,说明调整后的温控方案能够更好地满足产品成型需求。
在缩孔风险方面,冷却前后模拟结果显示,增加冷却前后最大缩孔位置以及风险体积基本没变,但其他位置的缩孔都有所改善,或分解成体积小的,或风险体积有所减小。产品缩孔密集区域并不位于机加工区域或螺纹孔等重要加工区域,因此不会影响产品性能要求。
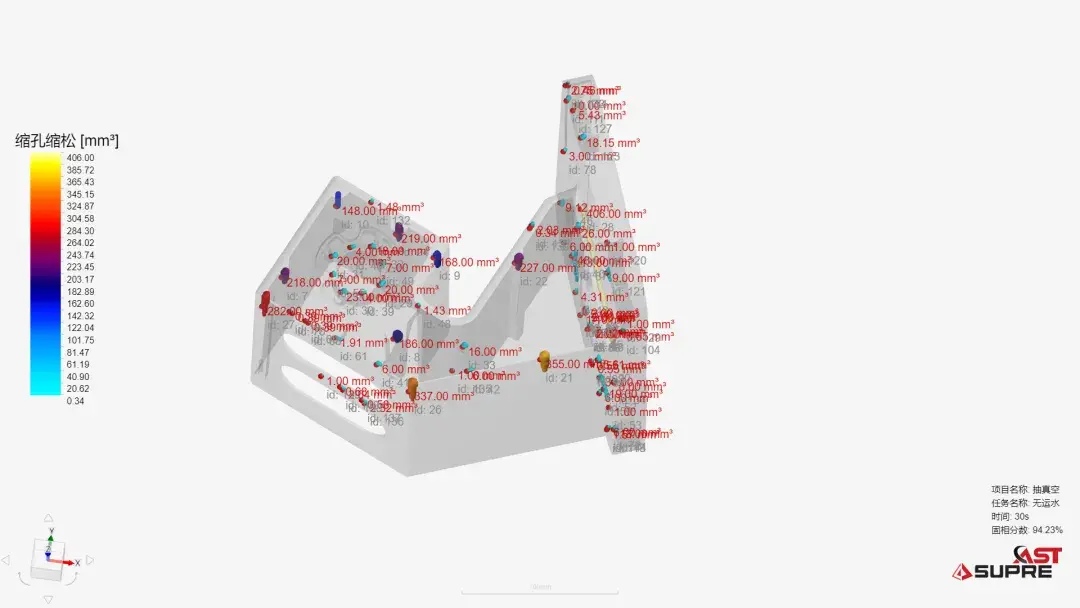
冷却前
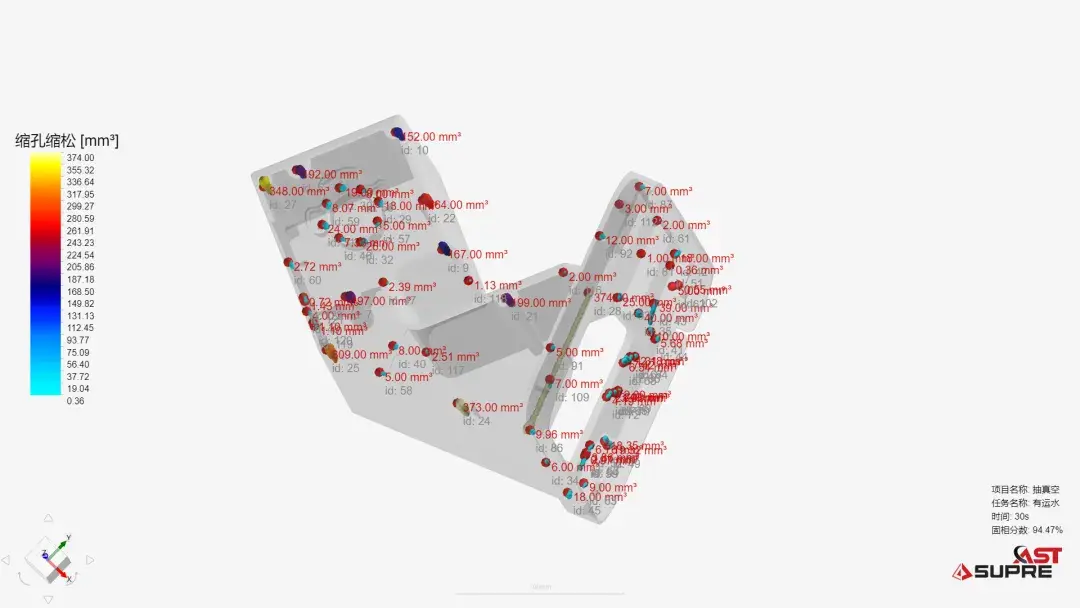
冷却后
03设计亮点
综合来看,砺锋队的方案并不追求复杂结构,而是把关键风险逐项前置,通过产品优化、模具定位、行位设计和快换结构提升整体稳定性。
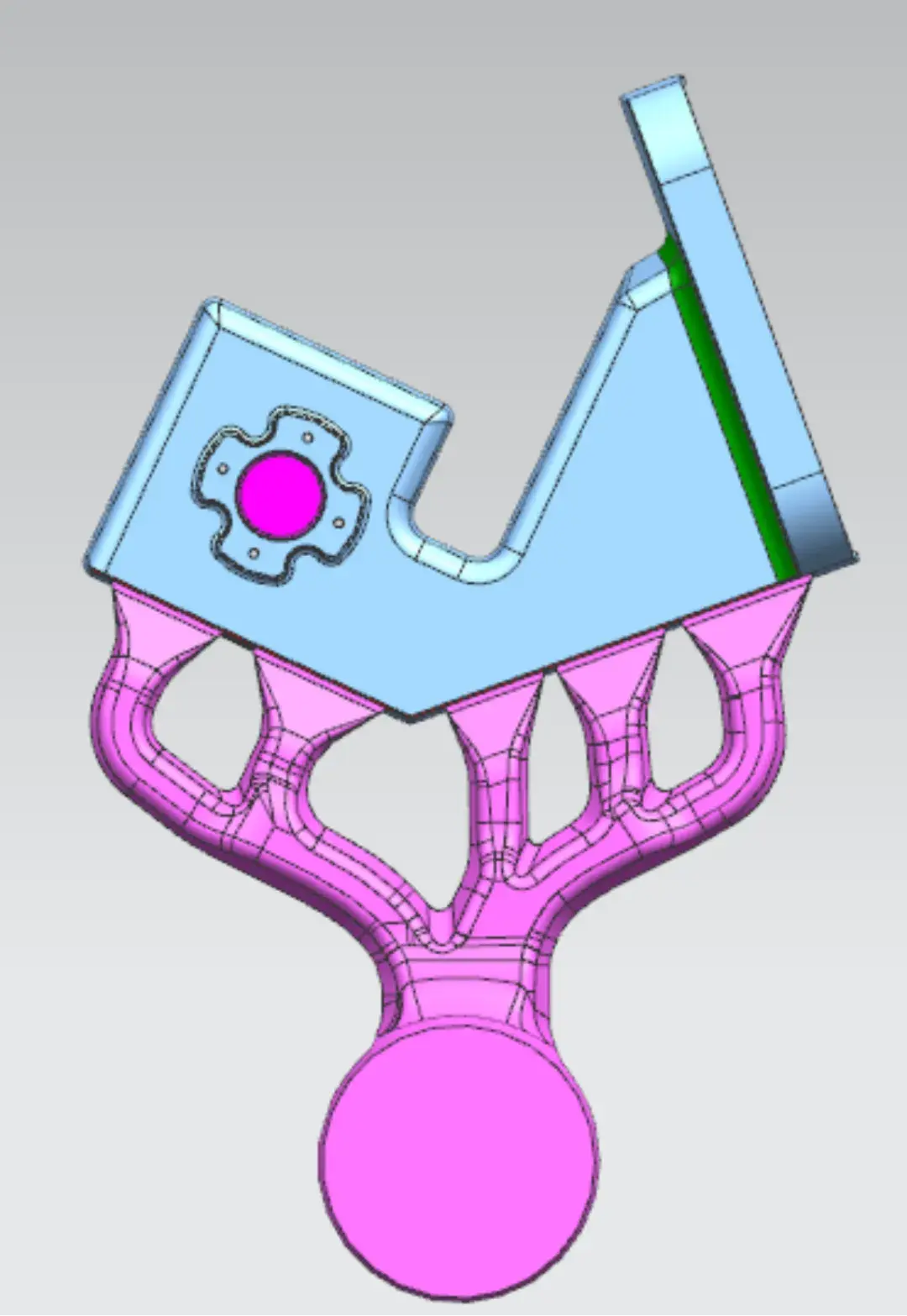
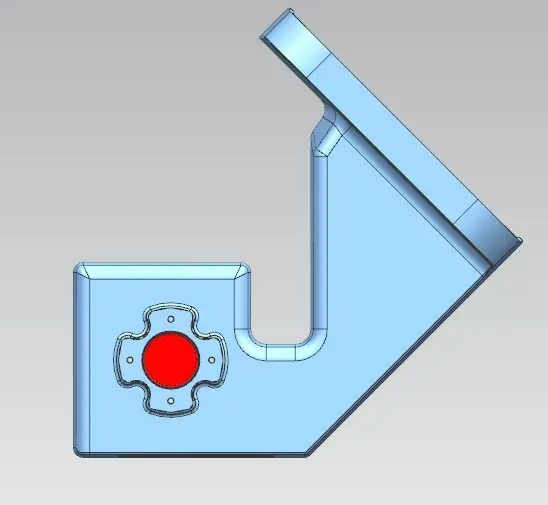
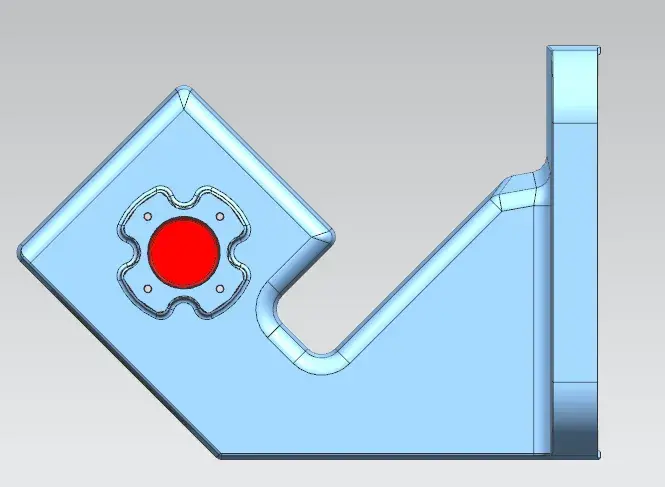
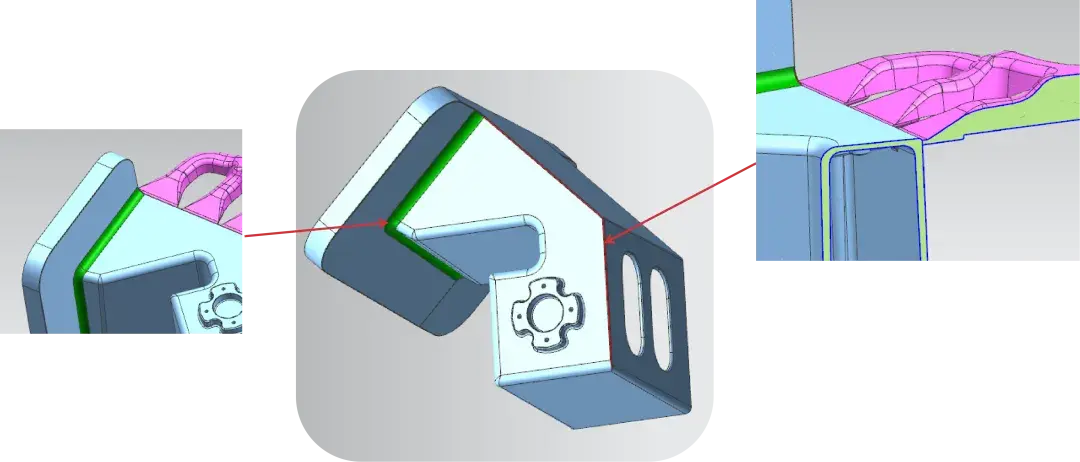
Ø 亮点一:R角针对性优化,改善流动与冲蚀风险。团队将产品局部红色面R角改小,使铝液流向更加合理,从而改善动模冲蚀并减少定模气蚀;同时将绿色面R角改大,便于铝液充填,也有助于降低产品应力开裂风险。
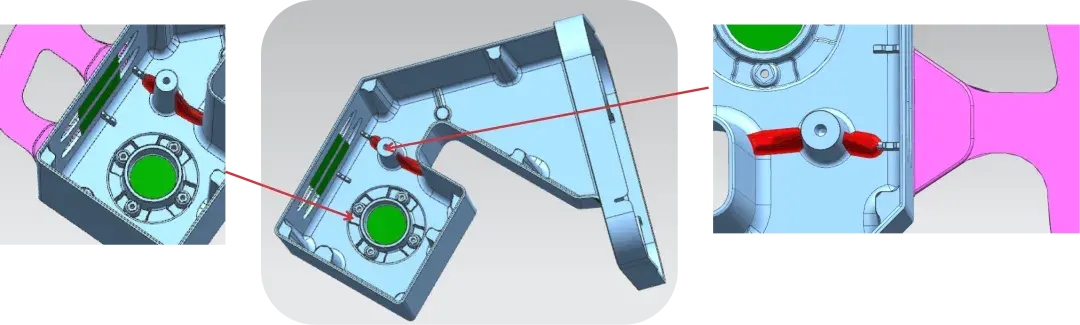
Ø 亮点二:结构局部优化,改善深腔困气与成型风险。针对产品部分圆柱位置易折断、包紧力较大、深腔区域容易困气的问题,团队在柱子两侧增加筋位,使铝液更容易导入局部区域,同时减少柱子深腔处的困气风险。此外,局部增加过桥结构,也有助于改善流态,使复杂区域的充填更加顺畅。
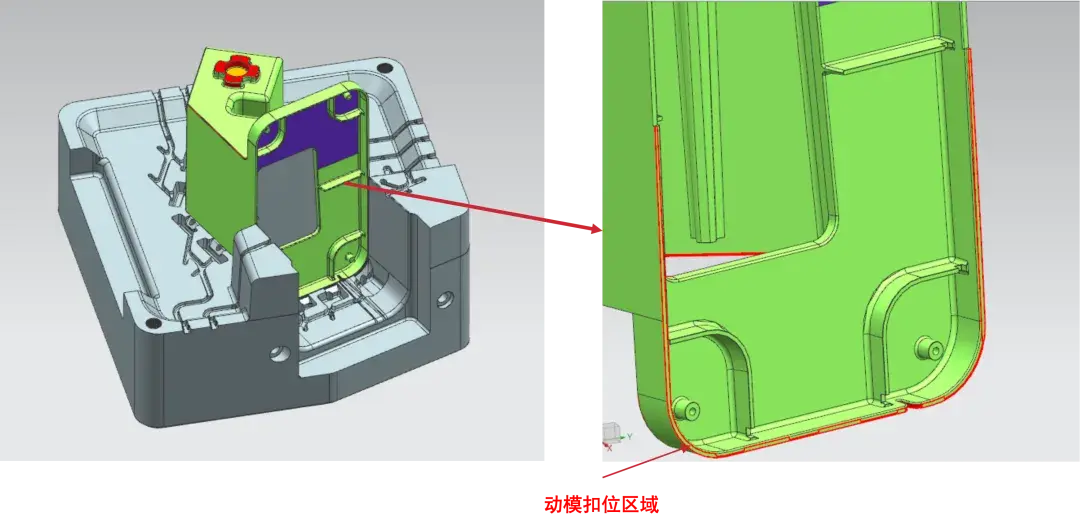
Ø 亮点三:动模扣位设计,降低滑块抽拔导致的产品变形风险。针对滑块侧抱紧力较大的问题。团队没有简单依赖顶针脱模,而是通过分型设计,将局部扣位设置在动模上,使其在开模和抽芯过程中抵消一部分滑块抽拔力,减少产品变形风险。相比额外增加复杂顶出机构,这种处理方式结构更简单,也更可靠。
Ø 亮点四:模仁凸凹结合,兼顾防飞料与真空密封。在模仁结构上,团队采用凸凹结合设计。一方面可以提高模仁定位精度、防止飞料;另一方面也有助于提升抽真空状态下的密封性。这个细节使模具在长期生产中更容易保持稳定状态,避免因分型面或模仁配合不稳定带来质量波动。
Ø 亮点五:动模成型面抵消滑块抽拔力,降低产品变形。将蓝色面设计在动模成型,可抵消滑块抽拔力,减少产品在抽芯过程中的变形风险,使开模与脱模过程更加平稳。
Ø 亮点六:行位镶针快换设计,提高生产节拍。对于小吨位模具来说,生产节拍与维护便利性同样重要。砺锋队在行位镶针处采用快换模式,可有效缩短易损件更换时间;同时,针对后续产品披锋处理,行位结构也做了相应优化,使模具在量产维护中更加高效。
整体来看,砺锋队的方案围绕“成型稳定、结构简单、生产高效”展开。整套方案的优势在于:浇排系统合理、成型良好;各浇口同时均匀进浇,便于调机;模具结构简单,制作成本低;压铸生产效率高;模具生产稳定,易损件便于更换。
04技术探讨
在赛后的作品交流中,适创科技工程师团队与获奖选手再次针对作品中的技术点进行了探讨,以下记录了技术探讨过程中的部分亮点内容。
适创工程师:为什么在小吨位产品中也要考虑抽真空?
砺锋队:一般来说,抽真空常被认为更多服务于高气密或高致密性要求的产品。但在这个案例中,团队采用抽真空的目的,是进一步降低气孔风险,提高产品外观和加工后的稳定性。尤其是在前期排气阀和渣包优化后,局部仍可能存在气体滞留风险,因此通过抽真空进一步提升排气能力,是对浇排系统的一次补强。
同时,团队并不是只增加抽真空设备,而是同步对密封结构做了考虑,例如在关键位置增加密封胶条,并通过模仁凸凹结合提高密封效果。这说明抽真空不是单一工艺动作,而需要模具结构共同配合。
适创工程师:为什么要在动模上设置扣位?
砺锋队:该产品局部滑块侧抱紧力较大,如果处理不当,容易在抽芯或脱模过程中拉动产品,造成变形。相比增加复杂顶出机构,团队通过分型设计,把扣位设置在动模上,用结构本身来抵消滑块抽拔力,从而降低产品变形风险。
这个处理体现了一个很重要的设计思路:当产品存在变形风险时,并不一定要靠更多机构解决问题,有时通过分型和扣位设计调整受力路径,反而更加简单可靠。
适创工程师:温控系统为什么不是一味加强冷却?
砺锋队:团队通过温控模拟发现,初版方案中动模部分位置温度偏低,不利于铝液充填,容易造成压铸缺陷。因此,团队取消了后模部分点冷和水路,并适当增加油路,使动模温度恢复正常。
这一点值得注意,温控系统的目的并不是“温度越低越好”,而是让模具保持在适合充填和凝固的区间。特别是小吨位产品对外观质量要求较高,如果局部模温过低,反而可能导致冷隔、充填不足或表面缺陷。因此,砺锋队的温控调整,本质上是让模温从“过冷”回到“可成型”的合理状态。
适创工程师:这套方案最值得借鉴的地方是什么?
砺锋队:这套方案的价值,不在于某一个特别复杂的结构,而在于它把小吨位产品的几个关键问题处理得比较完整:通过多版浇排对比解决流态和卷气问题,通过抽真空降低气孔风险,通过动模扣位控制变形,通过密封和定位细节提高生产稳定性。
对于小吨位压铸模具而言,这套方案非常具有参考意义。它提醒设计者:小吨位并不代表设计难度低,真正影响产品质量的,往往是浇排、排气、模温、分型和维护细节之间的协同。砺锋队的亚军作品,正是在这些细节中体现出了完整度和工程实用性。
砺锋队表示,简单产品并不意味着设计简单。团队在设计方案时将重点投入在浇排系统上,并借助模流分析提前判断流态、卷气和末端风险区域,从而有针对性地优化排布,减少后期试模、修模压力,提升模具稳定性和一次成品率。





















工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP




