跟大咖学设计·第29期 | 大吨位冠军!凌云队作品详解
汇聚优秀作品,直面模具设计大咖!适创科技【跟大咖学设计】专题内容,定期邀请模具设计精英分享方法与经验,为压铸及模具行业从业者开启设计新视野。
水道、端子接口、螺纹孔等功能区域,任何一个位置出现气孔、缩孔或冷隔,都可能在最后的测漏环节暴露出来。到那时,问题可不是“修一下模”那么简单,而是意味着前面的浇排、排气、温控、补缩和结构设计,都要被重新追问。
第三届全国“适创杯”模具设计挑战赛大吨位组冠军团队——凌云队,团队成员分别来自广东文灿铸造研究院有限公司和佛山市和阳精密金属制品有限公司。他们的方案没有把气密性当成最后一道检测,而是把“防漏”提前写进了整套模具设计方案中。从进浇方向,到3D打印排气镶件;从真空密封,到分体镶拼降本,把可能影响大吨位气密件的环节,一层层拆解,结合模具结构本身的复杂性,将产品设计做到极致。
从分型取舍到抽真空优化,看砺锋队如何把“简单结构”做稳!
01设计展示
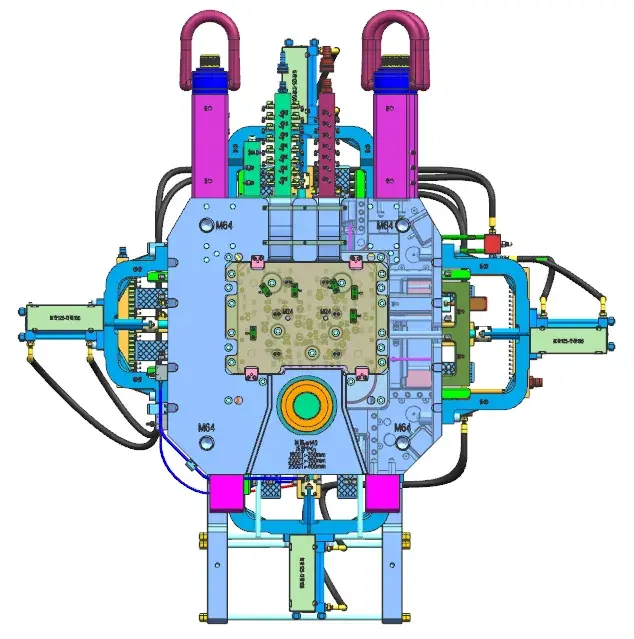
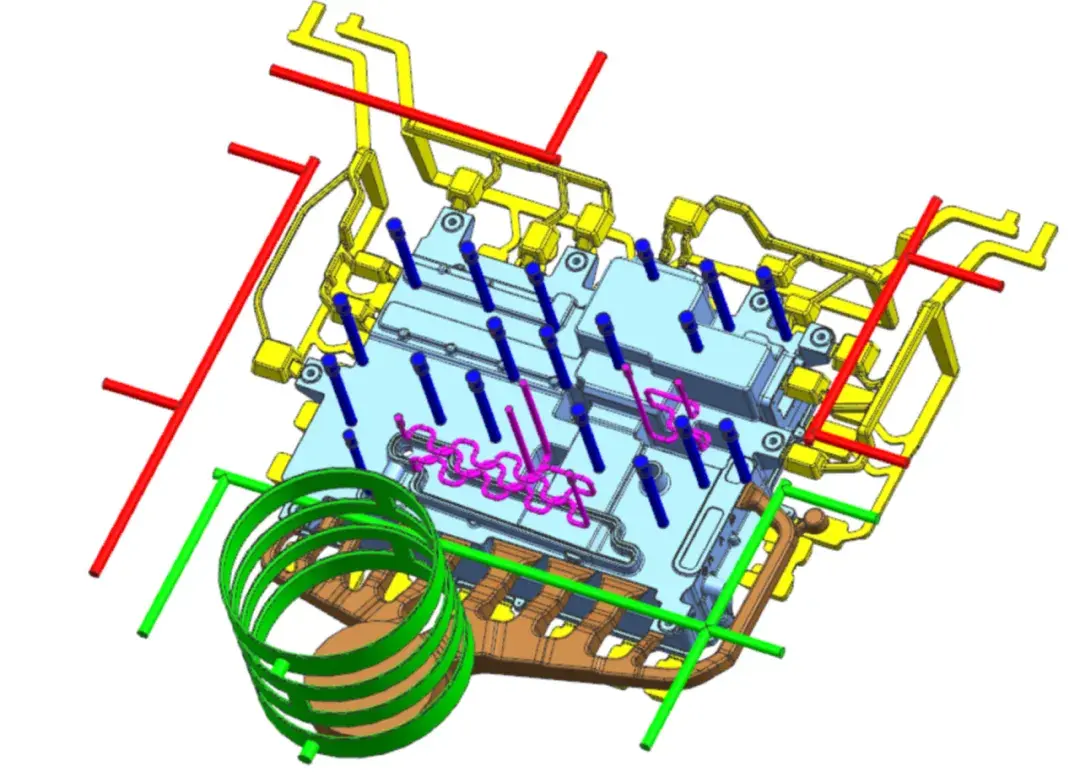
模具整体展示
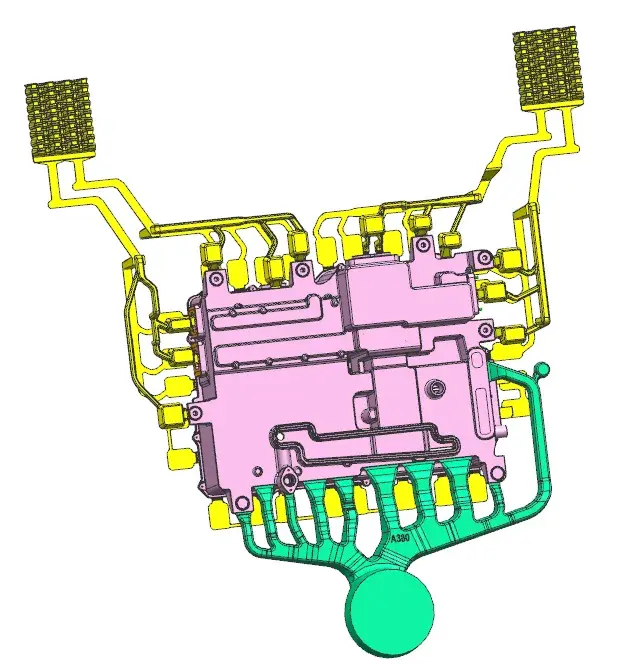
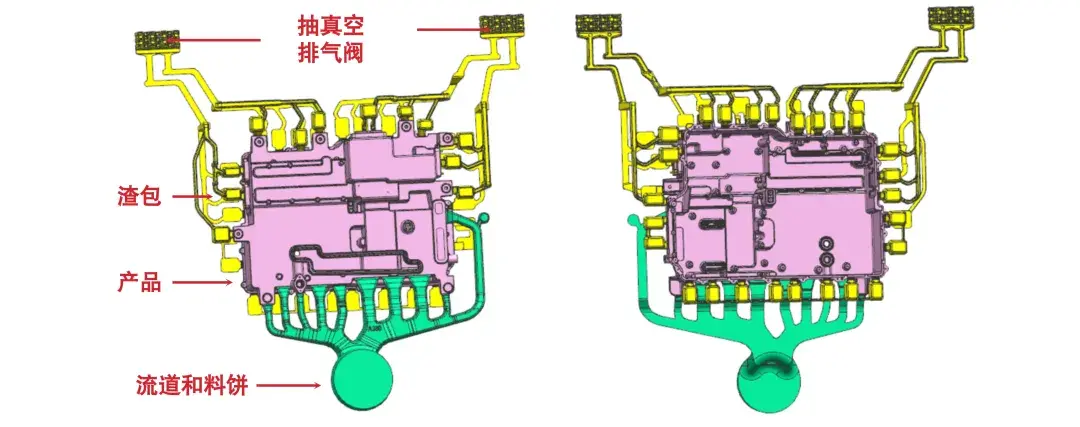
浇排设计展示
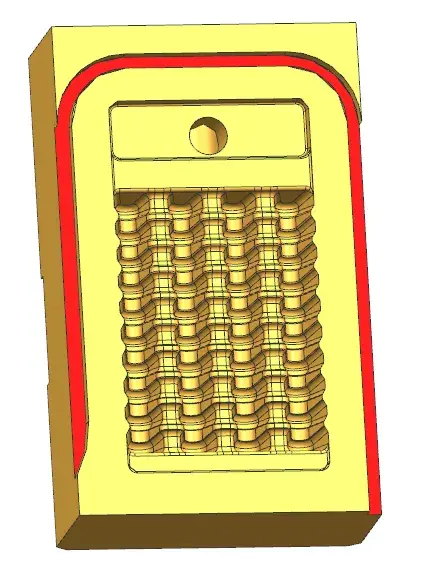
本次案例产品为A380铝合金电控箱体。产品尺寸为528.9×417.3×152.8mm,产品体积约1674.4cm³,质量约4520.8g,基本壁厚3mm,平均壁厚3.25mm,最大壁厚约14.9mm。薄壁主体与局部厚壁并存,是这类箱体件最典型的结构特征。
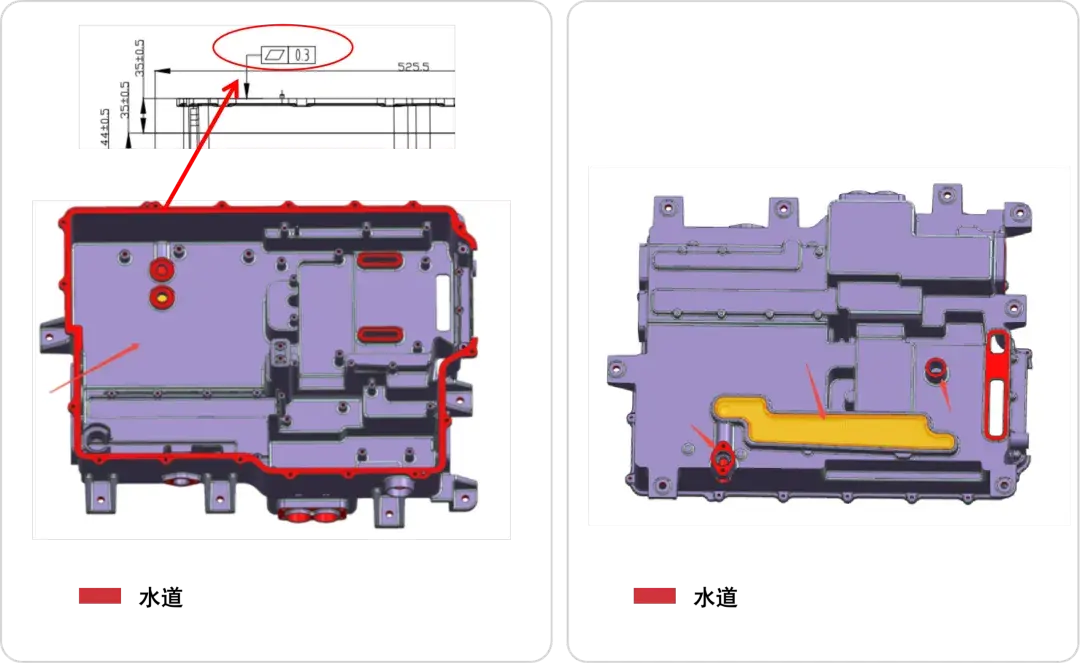
相比外观件,这类电控箱体的核心质量压力更多来自内部。产品水道气密检测要求为:气压2.5bar,充气60s,保压30s,测试10s,泄漏量≤15Pa,并且不允许摩擦焊及盖板出现变形;整机气密则要求在大于0.25bar相对压力下,允许泄漏量40Pa。
团队以60MPa进行锁模力计算,得到所需锁模力约20907KN,初步匹配2000T压铸机,并根据生产需求增加1600T和2500T压铸机对应安装孔位,提高模具在不同机台上的适配性。产品浇口截面积计算为1004.8mm²,冲头直径Ø140mm,速度比约15;P-Q图验证显示,工作点位于工艺窗口内,说明模具与2000T压铸机性能匹配。
02设计思路
■ 产品分型与开模
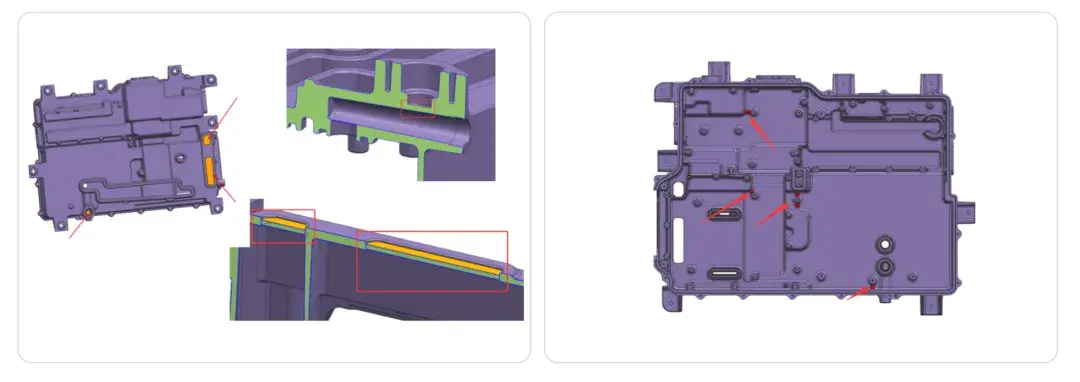
对于开模方向,凌云队判断:由于水道需要进行摩擦焊,因此应尽量从靠近水道一侧进浇,使铝液沿产品主壁厚方向流动,从而更有利于保证水道区域的成型质量和后续气密检测结果。
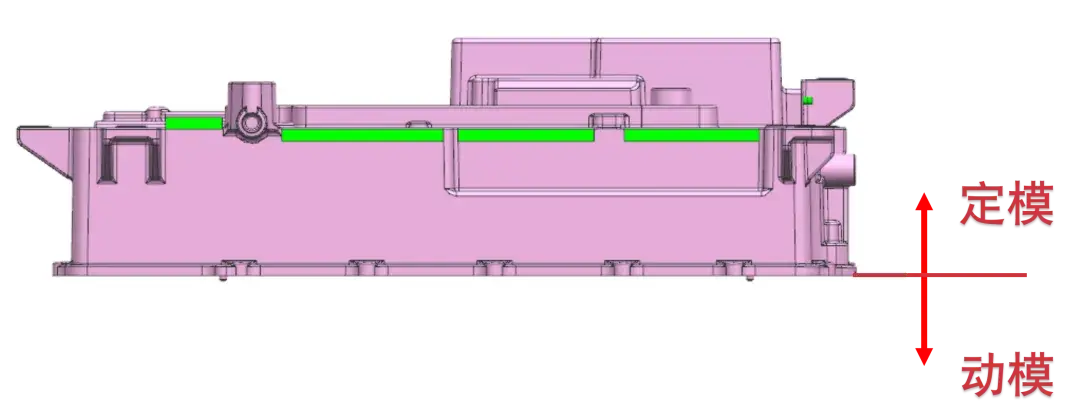
在进浇位置的选择上,凌云队并未简单追求流程最短或布置最便捷,而是优先考虑金属液从哪里进浇,才能更好保证水道、端子接口这些关键区域的致密性和质量。因为这些区域后续要经历摩擦焊、机加工和气密检测,一旦内部出现气孔、缩孔或冷隔,就可能导致泄漏,使整件产品无法通过质量验证。
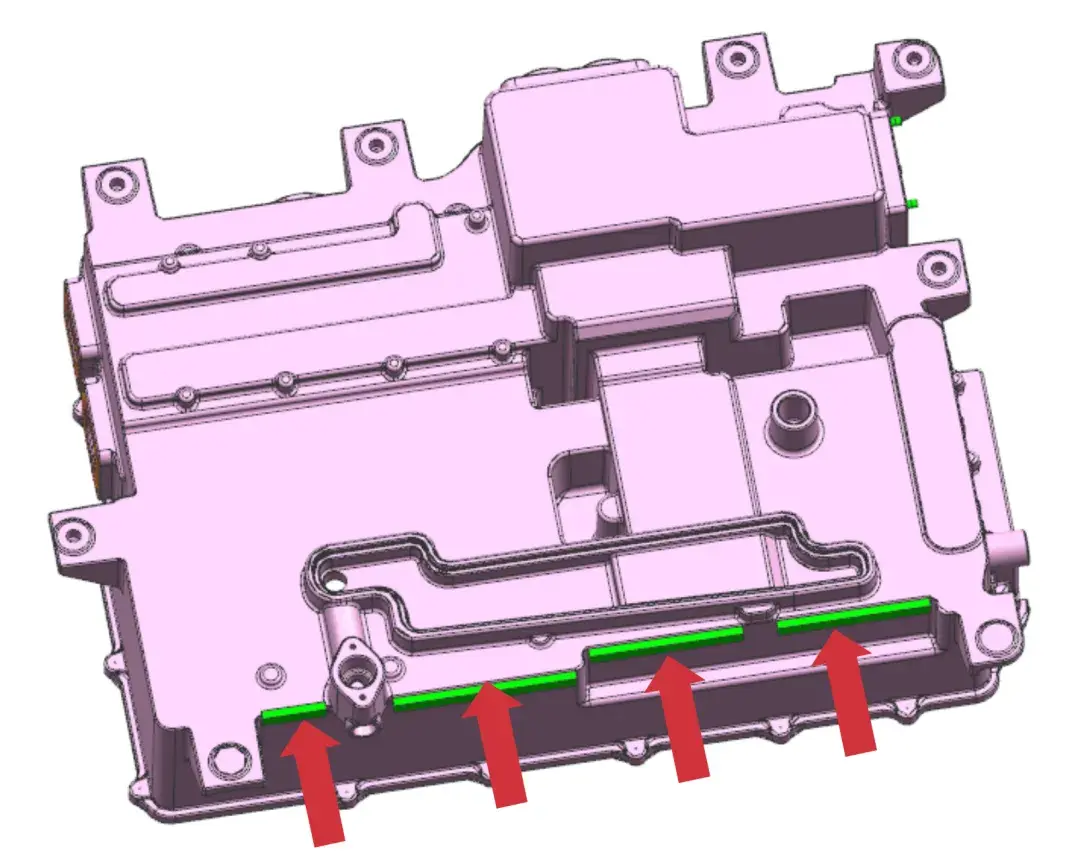
进浇方向
模具结构方面,凌云队设计了4个滑块。动模方向抱紧力经过计算后,理论需要61支φ8顶针,实际布置各类顶针、司筒针共58支,顶出布置与产品受力需求基本匹配。
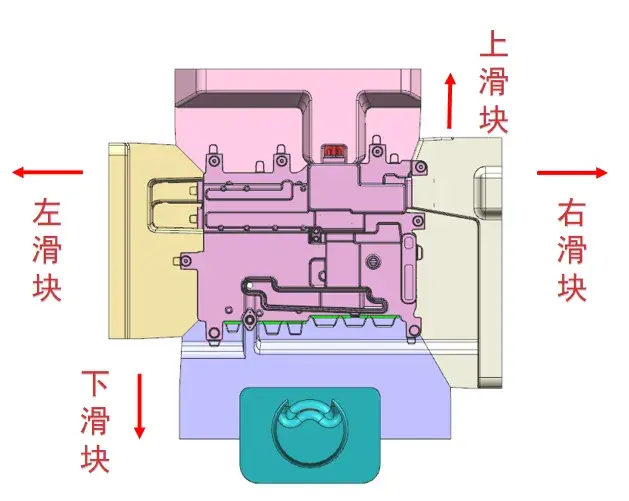
滑块分型
■ 浇排系统
在浇排设计上,凌云队设计了四套进浇方案,并围绕气体含量、充填温度、充填压力、缩孔缩松四个维度进行模流对比。气体含量关系到气孔与后续气密检测;充填温度决定远端是否会产生冷料、冷隔;充填压力影响模具冲蚀、拉模和设备负荷;缩孔缩松则直接关系到加工面和厚壁功能区的内部致密性。
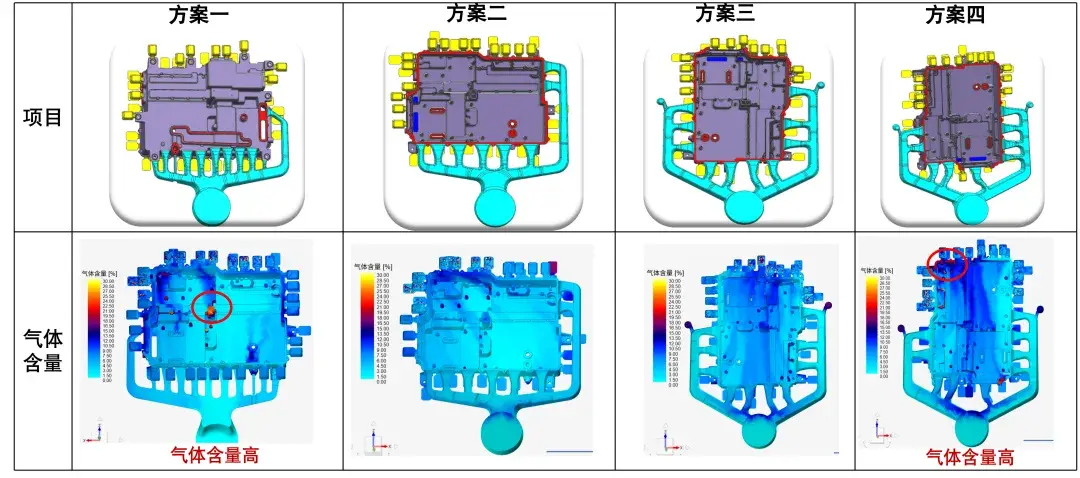
四套方案气体含量仿真结果对比
从气体含量来看,方案二和方案三表现相对更好,局部卷气风险更低;方案一和方案四则存在气体含量偏高的问题。
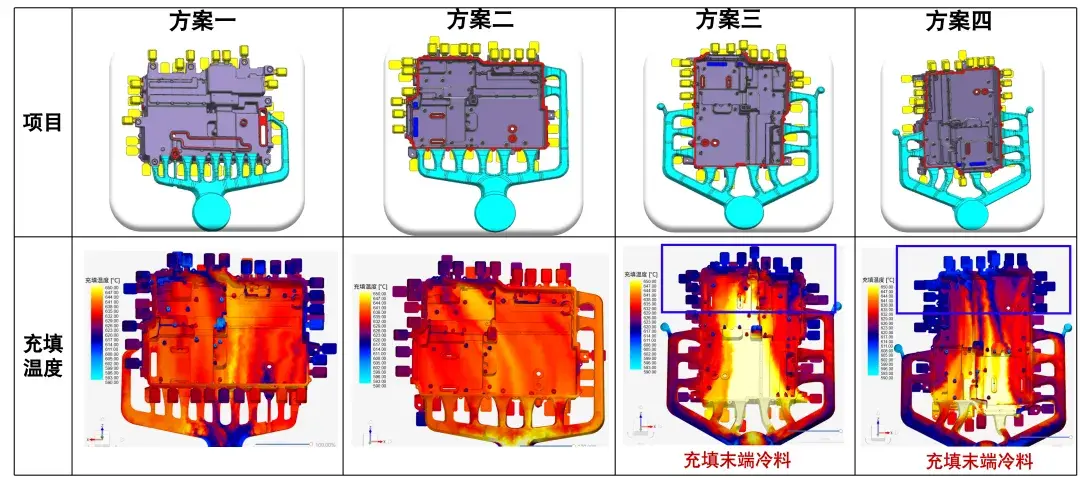
四套方案充填温度仿真结果对比
进一步对比充填温度时,方案三和方案四的问题很快暴露出来:两者在充填末端存在冷料风险,不利于大尺寸薄壁区域稳定成型。相比之下,方案一和方案二的充填温度更均衡,其中方案二在温度表现上略占优势。
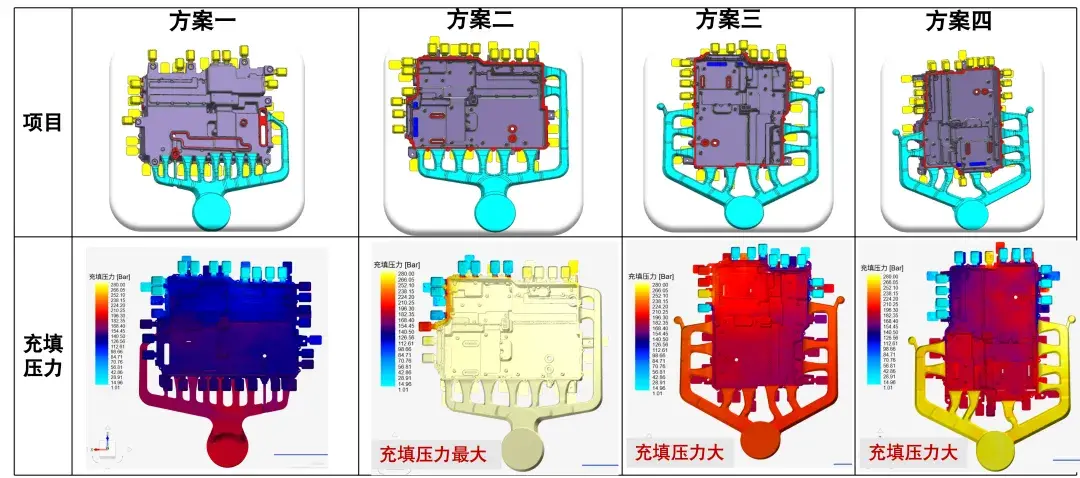
四套方案充填压力仿真结果对比
随后在充填压力对比中,方案一的优势非常明显。模流结果显示,方案一所需充填压力最低,而方案二、方案三、方案四的充填压力均更高。对于大吨位模具来说,充填压力偏高并不是一个孤立数字,它往往意味着更强的模具冲刷、更高的拉模风险,也可能带来设备吨位和生产成本的上升。
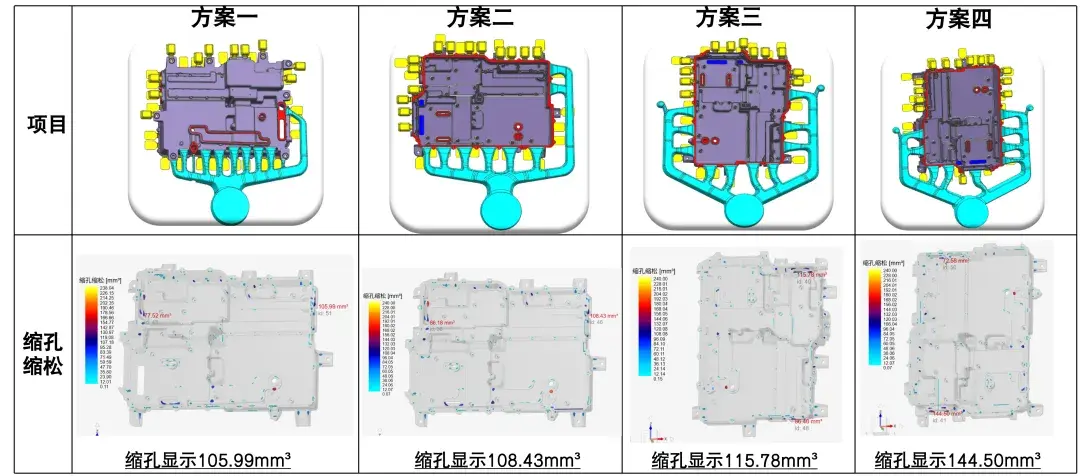
四套方案缩孔缩松仿真结果对比
缩孔缩松结果则进一步帮助团队缩小选择范围。四套方案中,方案一和方案二的缩孔缩松表现都相对可控,明显优于方案三、方案四。由此,四套方案初步筛选后,真正进入最终比较的只剩下方案一和方案二。
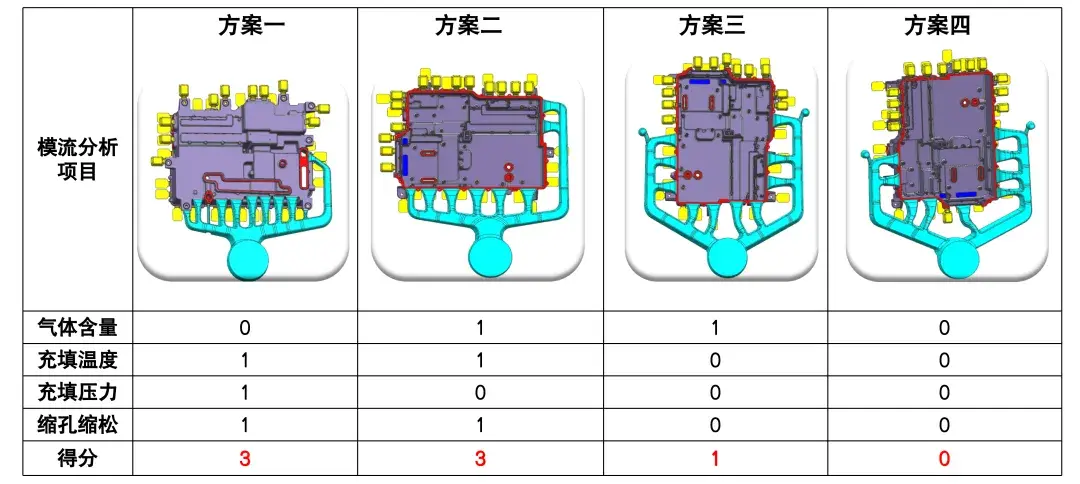
四套方案得分
综合对比方案一与方案二可以看到,方案二从产品法兰面进料,从部分模流指标看并不差,但团队结合以往类似产品的生产经验判断,这类进料方式往往铸造压力更大,容易造成模具冲蚀和产品拉模,过往类似案例的良率也并不理想。相比之下,方案一虽然在气体含量上不是最漂亮的方案,但它所需铸造压力更小,既有机会降低设备吨位和制造成本,也能减少模具冲蚀,提高模具寿命。
因此,凌云队从模具寿命、压铸生产制作成本、产品良率等综合因素考虑,选择方案一继续优化设计,总共进行了三版浇排迭代。
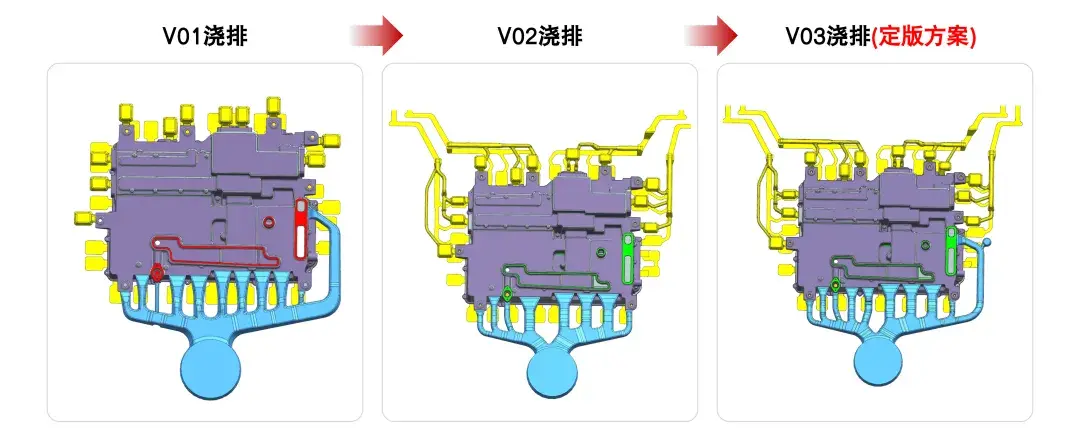
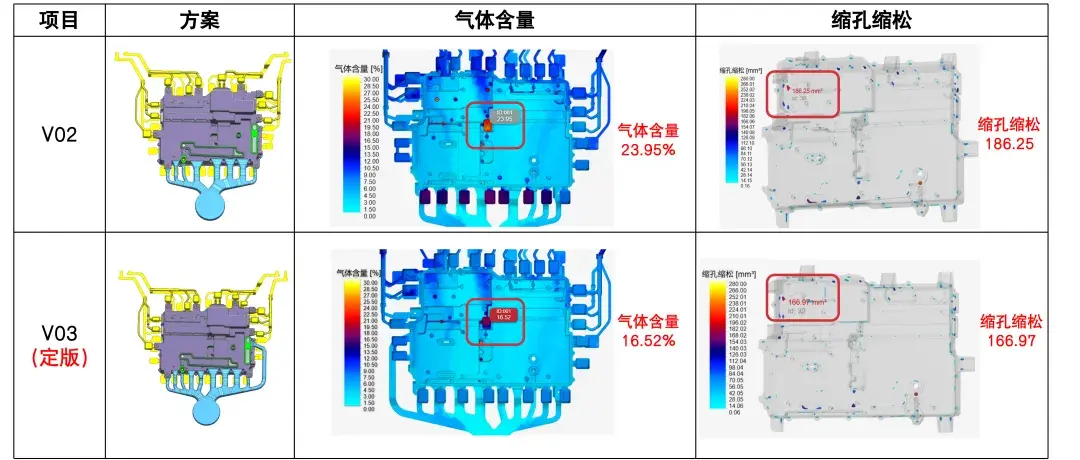
V01确定进浇方向,根据模流结果,气体含量(25.14%)偏高;于是团队在V02排布渣包并优化流道,气体含量从25.14%降至23.95%,改善并不明显,同时缩孔缩松体积反而从166.35mm³增至186.25mm³,说明单纯优化流道还不足以解决关键风险。
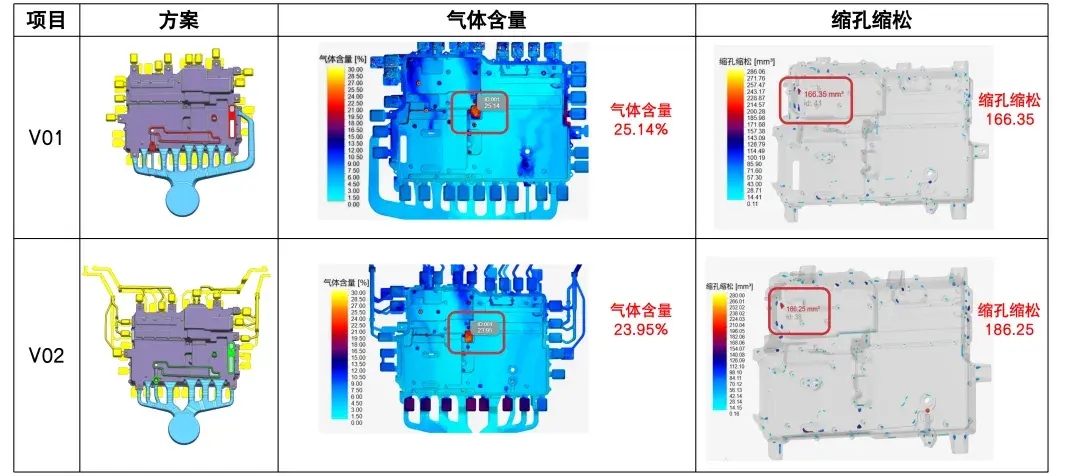
V03继续调整流道与渣包布置后,气体含量明显下降。V03最高气体含量降至16.52%;低于20%的控制要求;缩孔缩松体积降至166.35mm³。充填温度维持在约620℃,整体铸造压力较小。因此确定V03为定版方案。
■ 温控设计
模流结果中,部分区域改善前充填温度约为605℃,存在低温冷料和冷隔风险。对于普通结构区而言,低温可能只是表面缺陷;但如果发生在气密相关区域,就可能在后续机加工或检测中变成泄漏点。因此,团队在对应位置设计3D打印镶件油路,通过局部升温将该区域温度提升至约623℃,让金属液在关键位置具备更好的充填状态。
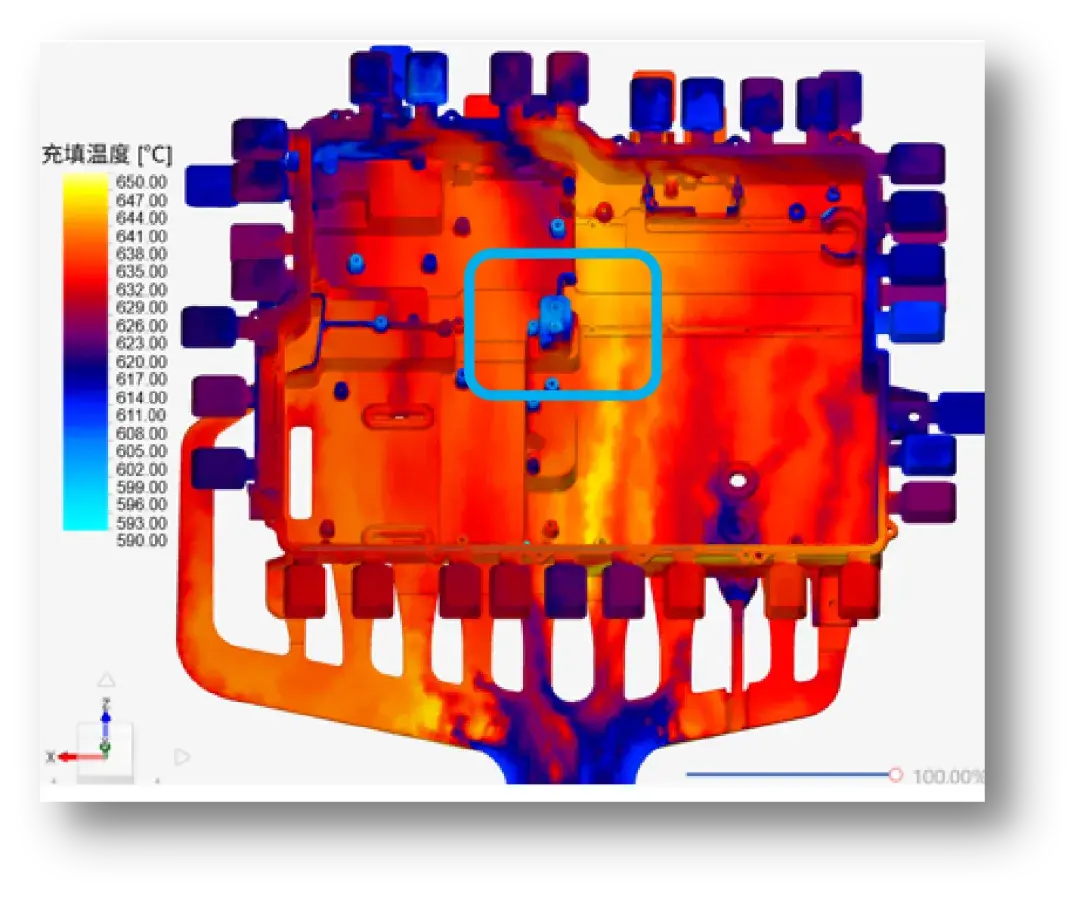
改善前充填温度仿真结果
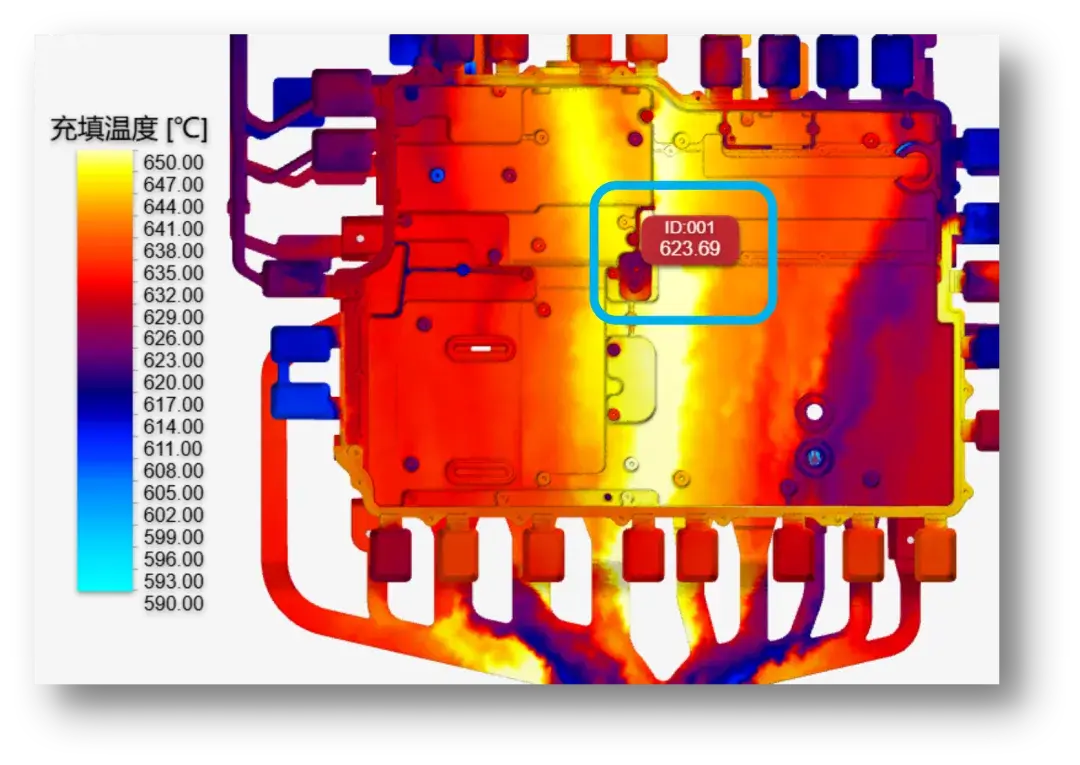
改善后充填温度仿真结果
与此同时,靠近进料端的水道位置则呈现出温度偏高、缩孔明显的问题,且这一位置与摩擦焊和水道气密直接相关。对于这类区域,单纯依靠常规直通水路,很难贴近真正的热节位置。因此,凌云队采用3D打印随形水路,把冷却通道布置到更接近风险区域的位置,提高局部冷却速率,尽量减少水道附近的缩孔缩松风险。
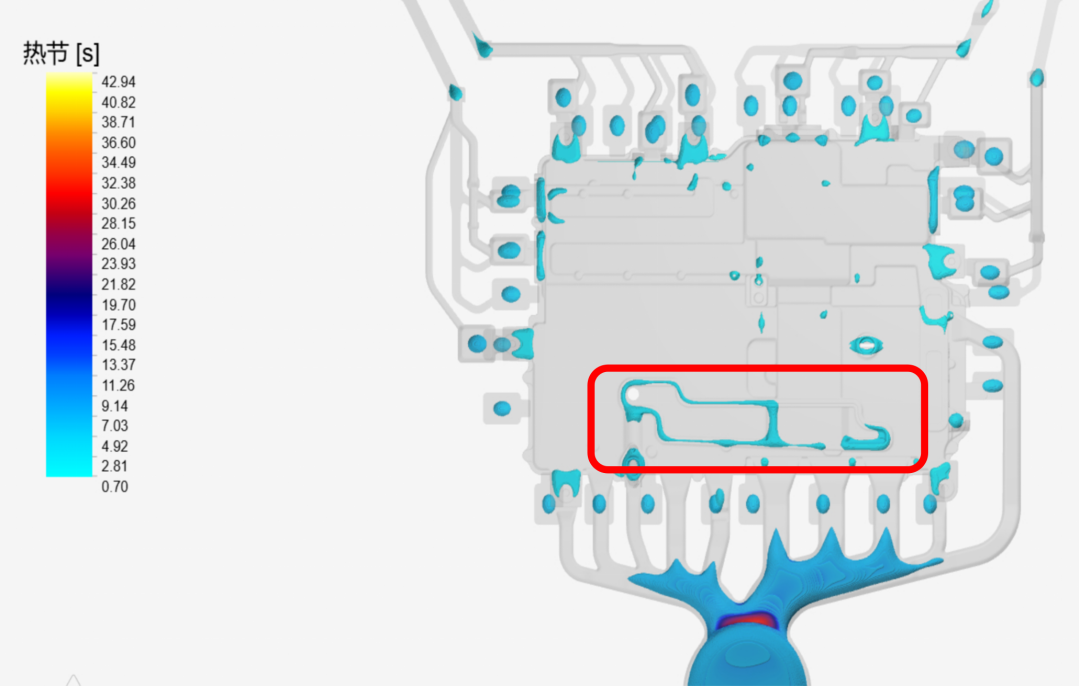
智铸超云热节仿真结果
3D打印随形水路
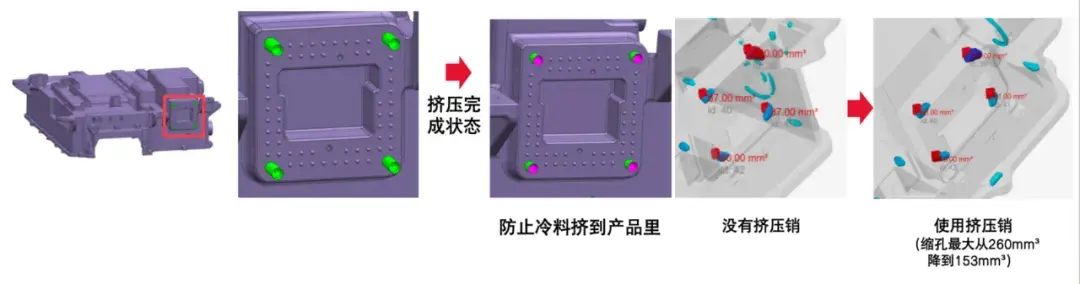
团队进一步指出,产品端子接口处壁厚较厚,模流分析显示存在热节,螺牙孔有缩孔风险,最终可能导致产品漏气。由于该位置距离进浇口较远,单纯设计运水无法满足补缩需求,因此团队在该处设计了挤压系统。再次进行热节分析,缩孔体积从191mm³降低至154mm³,改善效果显著。
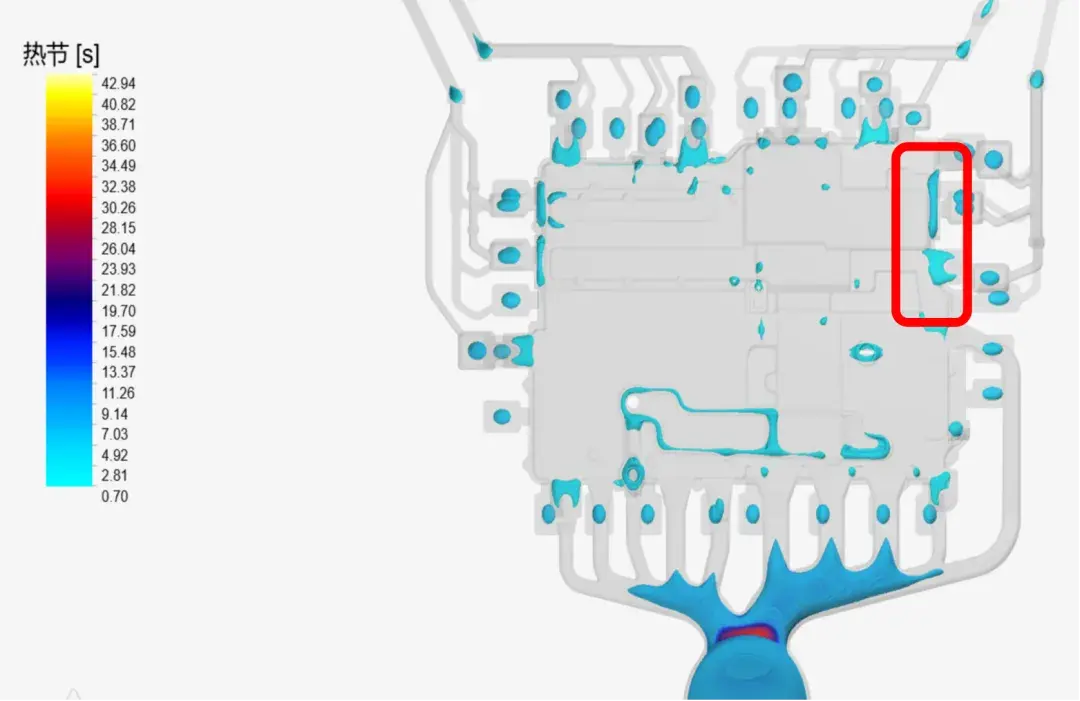
智铸超云热节仿真结果
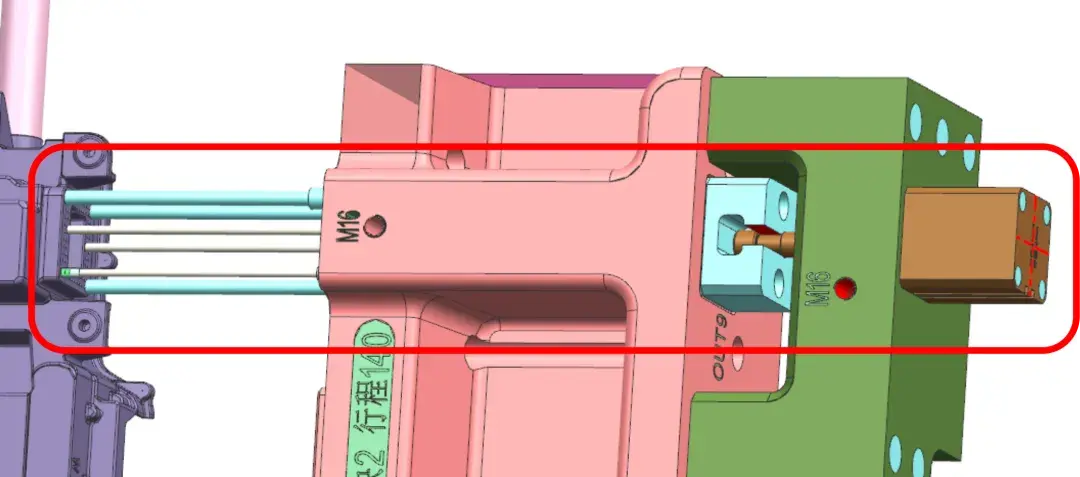
模具挤压系统
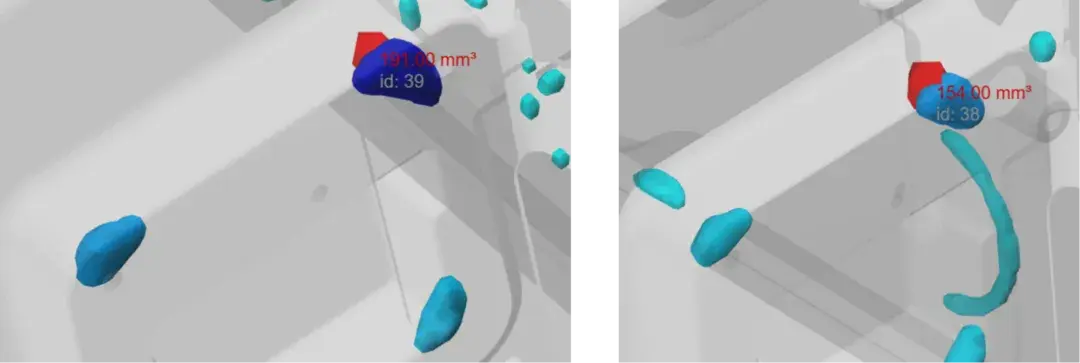
无挤压销(左)与有挤压销(右)缩孔仿真结果
03设计亮点
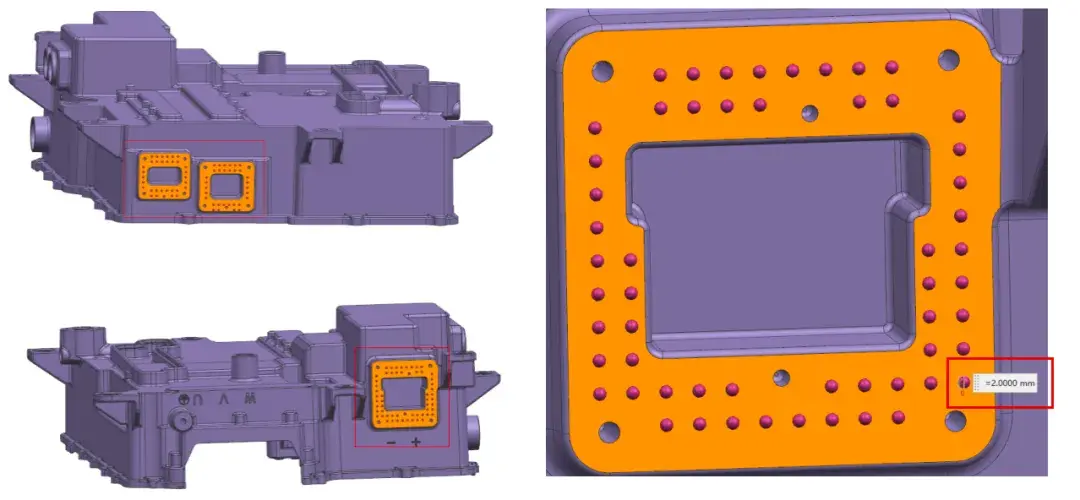
Ø 亮点一:端子接口增加藏气包,从安装面引开气孔风险。端子接口安装面是侧漏风险较高的位置。团队在该区域均匀增加直径φ2的藏气包,用于降低安装面气孔风险,提高侧漏合格率。这个设计的价值在于,它不是事后处理气孔,而是在产品结构上给气体预留更可控的聚集空间。
Ø 亮点二:M型排气块增加小倒扣,让排气稳定服务于连续生产。M型真空排气块具有排气量大的优点,但定模和动模的包紧力相当,日常生产中排气道容易扣定模。因此,团队在动模M型排气块上增加小倒扣,深度0.4mm,采用强脱使排气道不扣定模,以保证压铸生产连续稳定性。
动模、定模M型真空排气块
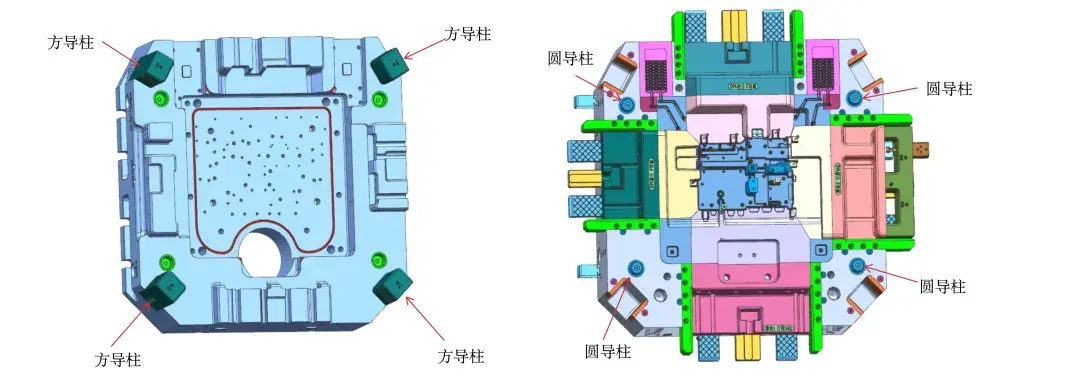
Ø 亮点三:方导柱与圆导柱组合,减少大模具合模错位。模具尺寸较大,仅依靠圆导柱定位容易磨损。团队采用方导柱和圆导柱组合:方导柱负责粗定位,圆导柱负责精定位,减少压铸生产合模时前后模错位风险,提高产品尺寸精度。
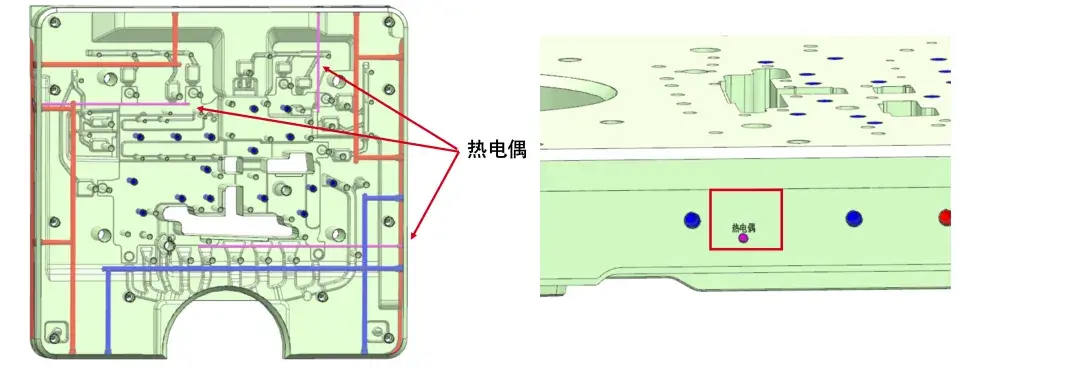
Ø 亮点四:关键区域布置热电偶,精准监控模具温度。对气密件来说,模温偏差可能直接引发冷隔、缩孔和泄漏风险,因此热电偶是把仿真方案落到量产现场的重要工具。团队在关键区域增加热电偶,用于精准实时监控模具温度,便于现场调节油路和水路开度,使实际生产温度更贴近模流分析设定,有利于提高产品合格率。
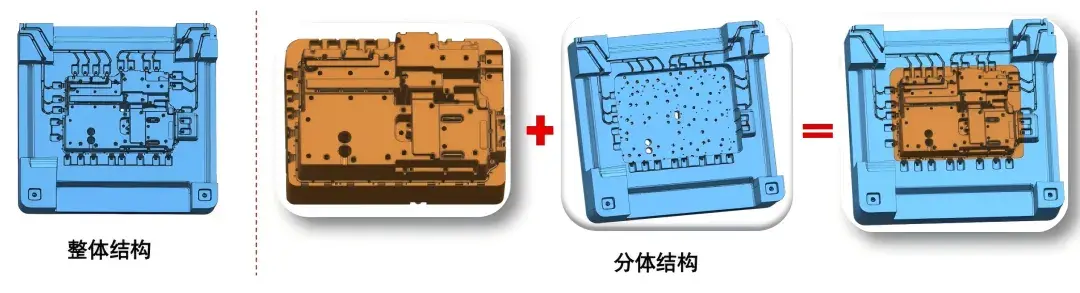
Ø 亮点五:动模芯分体镶拼结构,显著控制成本。动模芯采用分体结构后,外框与关键镶件可以选用不同材料。资料测算显示,相比整体DIEVAR方案,分体结构材料费直接节省约6.15万元。
04技术探讨
在赛后的作品交流中,适创科技工程师与凌云队选手代表围绕这套作品的关键技术点做了进一步探讨说明,以下记录了技术探讨过程中的部分亮点内容。
适创工程师:为什么在产品优化时增加了过桥和筋位?
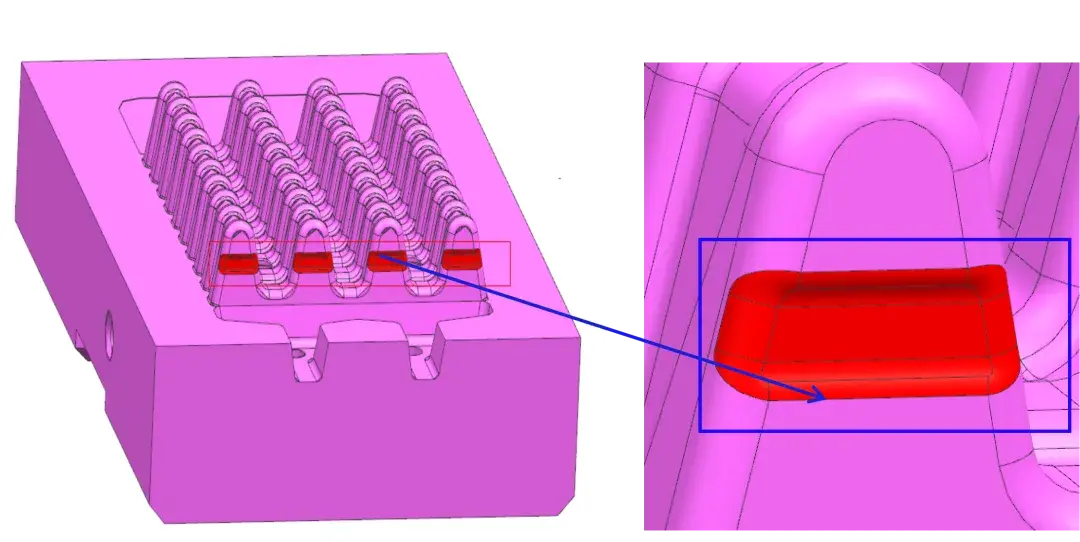
凌云队:在入料侧增加过桥,主要是为了方便铝液流动,后续通过加工去除。它能够改善局部充填路径,帮助金属液更稳定地进入关键区域,减少因流动中断、局部滞流带来的卷气和成型风险。同理,针对不好填充的柱子增加筋位,也是为了给铝液建立更顺畅的导流路径。筋位把原本相对孤立的柱子与主体结构连接起来,使金属液更容易进入深腔区域,同时帮助气体向排气方向排出,降低局部困气和气孔风险。
由于筋位本身也可能带来新的热节,因此团队将其控制为3mm壁厚,并配合2°拔模和圆角过渡,使其既服务充填,又不增加新的成型隐患。
过桥(左)与筋位(右)
适创工程师:团队在抽真空工艺设计上有哪些考量?
凌云队:采用抽真空排气设计,并不是单纯为了“多排一点气”,而是为了在高速充填前建立足够的排气能力。对于高致密性要求的电控箱体,型腔内气体必须在极短时间内被快速带走,否则残留气体会在水道、端子接口、螺纹孔等功能区域形成气孔风险。团队通过真空压铸、模具密封、M型排气块及3D打印排气工件等设计,提高排气效率,使型腔在充填过程中保持较低气体含量,从而为后续气密检测提供更稳定的内部质量基础。
适创工程师:在进行热平衡分析时,团队为何设置15次循环作为对比模具温度变化的边界?
凌云队:团队选择第15次循环作为热平衡分析的观察节点,并不是因为“15次”是固定标准,而是为了尽量避开冷模启动阶段的温度波动,观察模具在连续生产节拍下是否逐渐进入稳定热状态。相比前几次循环,第15次循环更接近量产时的模具工作温度,再继续计算带来的判断增量不大,反而增加时间成本。因此选择15次循环对比有冷却与无冷却状态,更能反映水冷、油温和高压点冷对模具热平衡的真实改善效果。
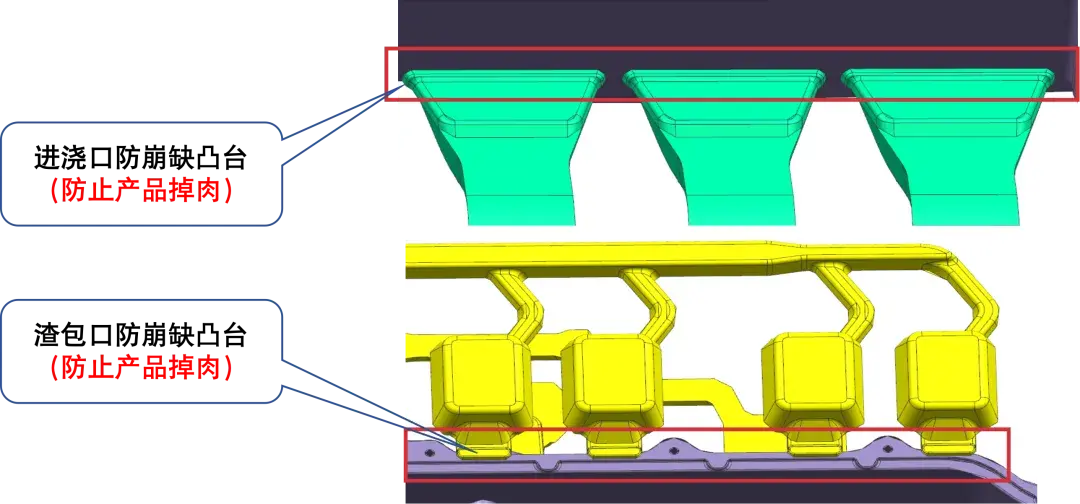
适创工程师:为什么在进浇口与渣包口设计防崩缺凸台?
凌云队:进浇口与渣包口的防崩缺凸台,本质上是在产品本体之外预留一段“保护区”。压铸件在切除进浇口、渣包口、隔皮和分型线时,连接位置会承受剪切、拉扯或局部冲击。如果浇口或渣包口直接贴着产品本体,切边模或三维激光切割时,边缘很容易被撕裂、崩缺,尤其是当产品边缘较薄、局部有加工面或密封面要求时,掉一点肉就可能影响表面质量甚至后续装配。因此,团队在进浇口与渣包口设计防崩缺凸台,可有效避免去除浇道时伤及产品有效表面,降低崩边和表面缺损风险。
适创工程师:应用局部挤压技术时,挤压时间如何判断?
凌云队:在局部挤压时间的判断上,我们主要依靠模流结果,先从模流判断端子接口厚壁区的凝固节奏,找到挤压系统发挥补缩作用的有效窗口。随后,再结合试模后的X光、机加工暴露、测漏结果和现场压铸曲线,对挤压启动时间进行微调。
凌云队表示,大吨位新能源壳体类产品对气密性、缩孔缩松、温度控制和卷气风险都有更高要求,不能只依靠经验判断,而要通过模具设计、模流分析和现场工艺三者结合,反复验证方案、优化浇排与温控系统,才能在复杂结构中找到更优解,提升产品质量和模具稳定性。





















工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP




