Moldex3D模流分析之东莞理工学院利用Moldex3D异型水路降低透镜残留应力
 2022年11月17日 16:30
2022年11月17日 16:30
大纲
菲涅尔透镜之镜片表面一面为光面,另一面刻录了由小到大的同心圆;也就是在透镜的一侧有等距的齿纹。透过这些齿纹,可以达到对指定光谱范围的光带通(反射或者折射)的作用。传统的打磨光学器材的带通光学滤镜造价昂贵。菲涅尔透镜可以有效降低成本。东莞理工学院利用Moldex3D软件优化菲涅尔透镜水路设计,成功设计异型水路,使产品冷却后温度分布均匀;结合正交试验得到最佳成型工艺,优化产品成型周期,降低产品应力。最终协助企业降低生产成本,提高生产效率。
挑战
产品外观避免有明显缝合线、流痕等外观缺陷
产品对表面精度要求较高,表面粗糙度须小于20nm
使产品冷却后温度分布均匀,降低成型周期
降低产品内部残留应力
解决方案
陈磊博士等人使用Moldex3D Conformal Cooling及Stress等模块多次验证普通水路与异型水路设计,不断进行拓扑优化,使产品经冷却后达到温度均匀的目的后,再透过Moldex3D对光学及残留应力的预测,进一步优化改善工艺,快速找到最佳成型工艺方案与水路方案,大大缩短了产品的研发周期,达到产学研的目的。
效益
找到最佳异型水路布置方案,解决产品冷却后温度分布不均的问题
产品冷却时间从15秒缩短至13秒
有效控制缝合线温度,降低其对产品外观影响
符合产品尺寸精度要求
产品残留应力低且均匀
案例研究
与LED连接的LED透镜是用于提高光的利用效率和发光效率,对外观质量要求较高,应避免缝合线、流痕或其他表面缺陷;表面粗糙度也应小于20nm。 在本研究中,原始的冷却水路设计(图一)会导致冷却后温度分布不均,造成更大的翘曲及更高的热残留应力,且会拉长冷却时间。
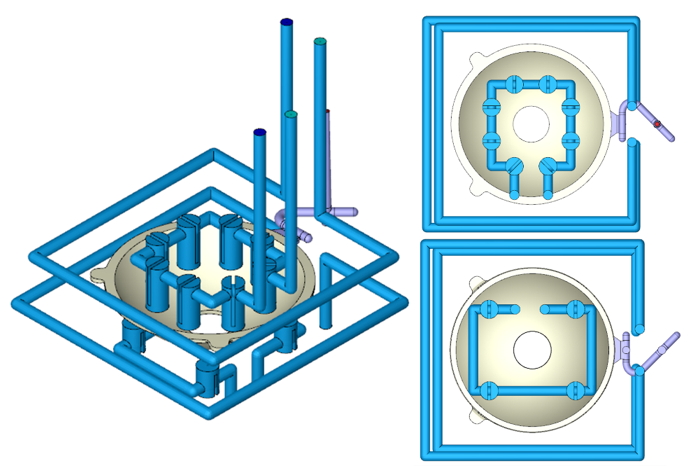
图一 原始水路设计
原始冷却系统的温度和残留应力分布如图二和图三所示。可以发现,热量聚集在球体中心,因此温度和残留应力变化很大,被视为光学组件的缺陷。
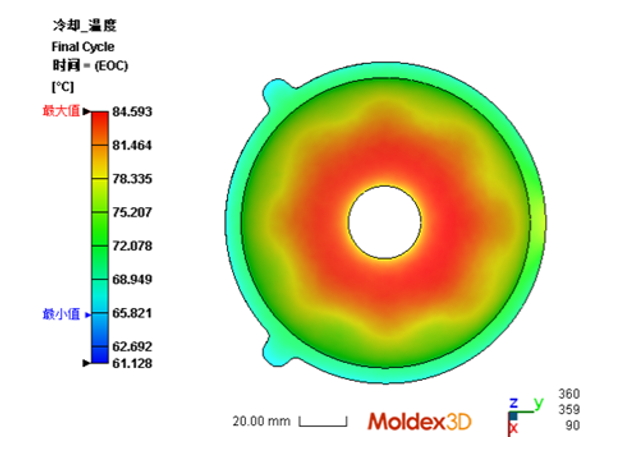
图二 原始水路系统的温度分布
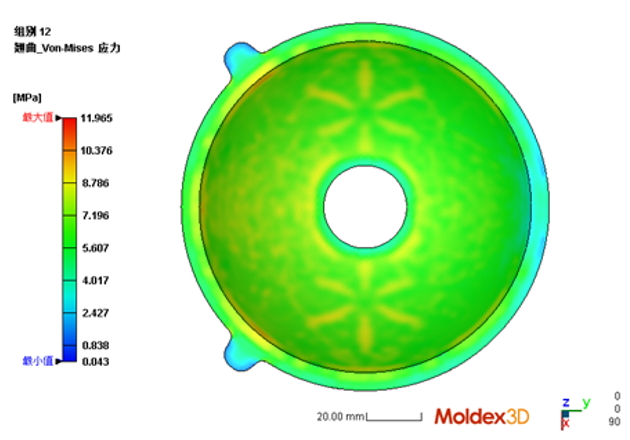
图三 原始水路系统的残留应力
研究团队采用3D打印的异型冷却水路来优化冷却效果,共开发了两种不同的异型水路,如图四(a)、(b)。图四(a)中的设计用异型水路代替了挡板;图四(b)的设计则是在缝合线附近增加了一个冷却水路。
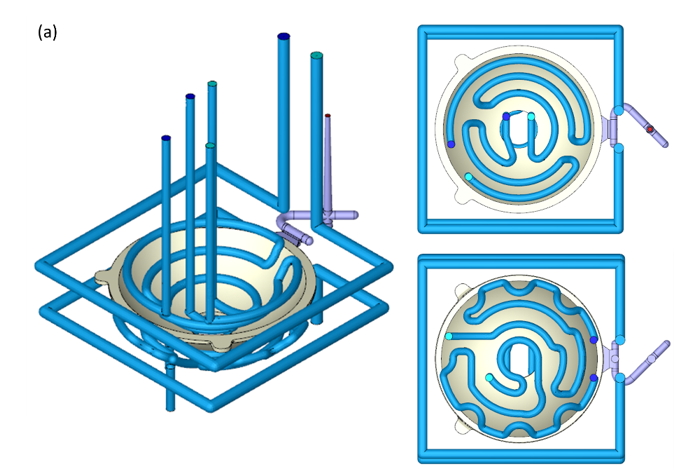
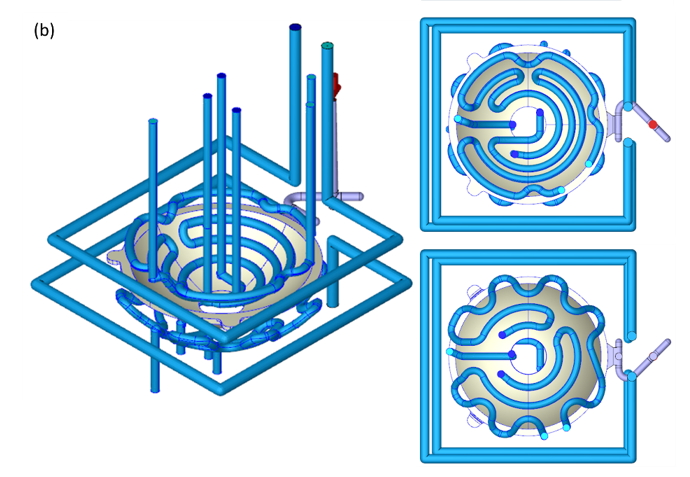
图四 异型水路设计
与原始设计相较,优化设计冷却后温度较低,分布也较均匀(图五)。 预估冷却时间会由15秒缩短至13秒,共缩短13%。异型水路(图六)同时也改善了产品的残留应力,达到更好的光学效能。
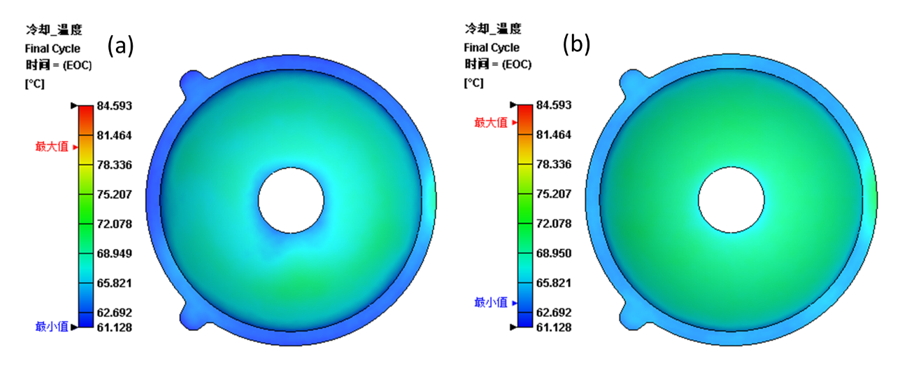
图五 采异型水路设计后的温度分布
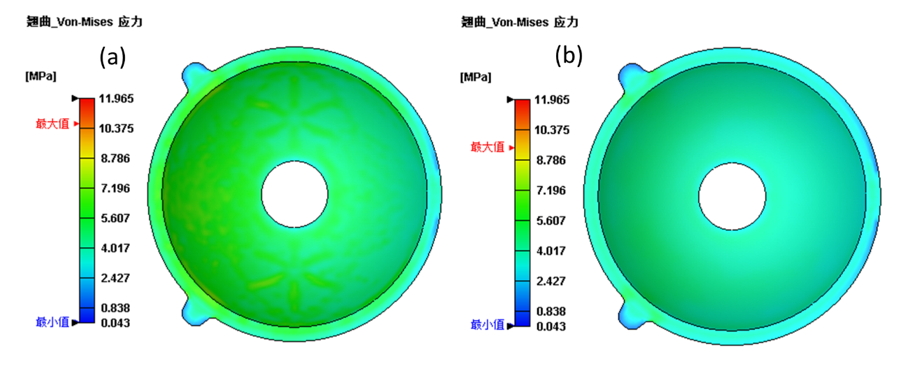
图六 采用异型水路设计后的残留应力
研究进一步使用偏光镜进行实际成型实验,以确定产品的光学特性,结果如图七所示。光弹条纹仅出现在流道和浇口处,代表菲涅尔透镜具有良好的光学质量,也验证了Moldex3D模拟结果的可行性。

图七 以偏光镜进行实际成型实验,确定产品的光学特性
结果
东莞理工学院透过Moldex3D分析,优化异型水路的冷却设计,解决了积热问题,将冷却时间从15秒缩短到13秒。同时也改善了产品的残留应力和折射率,获得更佳的光学质量。





















工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP




