决定多模穴射出件的流动平衡性
 更新于2023年6月8日 16:57
更新于2023年6月8日 16:57决定多模穴射出件的流动平衡性
■刘文斌/型创科技 技术总监
多模穴平衡性的重要性
当多模穴模具进行射出加工时,塑料熔胶藉由流道系统进入各模穴中,塑料是以其所具有的温度、压力以及射速等条件来进行充填动作,然而塑料的这些成型条件参数是会随着时间而变化的,也就是说在非常短的充填时间间隔中,塑料的温度、压力、射速等条件参数是会一直在变动的直到充填结束。
例如塑料的熔胶温度会随时间增加而降低,如果射出充填开始时的熔胶温度是T 度C,在经过射出时间一秒钟后,熔胶温度将会低于T 度C。所以射出产品的最终产品质量将会是被这些加工参数所影响且决定。换言之射出件的最终尺寸和质量是和塑料在模穴射出充填时的温度、压力和射速等条件息息相关的。
考虑单模穴产品熔融胶料在充填结束时的料温显示为230 度C( 约450 度F), 塑料压力为8000psi( 约55.2MPa),而塑料进入模穴的速度为4.5in/min( 约为1.9mm/sec),以上述成形条件进行充填,将会产生某一特定质量以及表面外观的射出件成品。现在如果将熔胶料温降到200 度C( 约400 度F) 进行射出,所生产的射出件产品将会有比较小的收缩,所以将发现降低料温后生产的射出件成品将会比以之前条件射出的成品有较大的外观尺寸。同样的如果在充填结束瞬间的压力和速度条件改变,所生产的射出件也将会有不同的尺寸与表面外观。现在如果考虑一模两穴模具,生产相同产品的射出制程,如果两穴成品的射出时射出状况不是相同的,例如同一时间点进入浇口的熔胶条件或是在模穴同一位置的瞬间条件均不同,基于上述的理论叙述,此两穴产品所得到的成品质量也会不一样。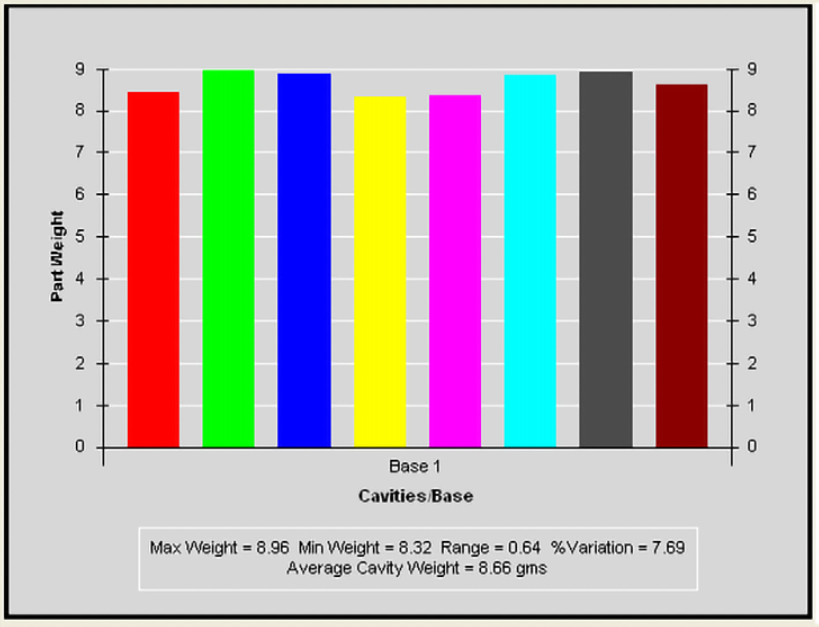
一模八穴短射样品的重量平均数据作图
多模穴模具在设计上的先决条件是需要设计成几何平衡,也是在流道的lay-out 设计上,由竖浇道(sprue)到达各模穴的浇口距离,需要设计成流动长度是一样的,所以几何平衡在理论上如果各分流的熔胶质量相同,那在射出过程中到达各模穴,甚至到达射出充填结束时,各模穴的射出状况与条件都应该是相同的。所以流道的几何平衡设计对于多模穴模具是首要的设计准则。
决定多模穴平衡性的实验程序
将饱压压力条件设定为0
将饱压作用时间条件设定为0
将螺杆塑化后退延迟时间设定成预估的保压时间近似值
设定冷却时间约为此产品足够冷却可顶出的时间
将射出速度条件设成由塑料黏度曲线研究上所得到的射出速度值
其余的射出条件设定与另一文件- 黏度研究所使用条件相同,开始进行射出实验
调整切换VP位置,以得到射出短射样品,若有不平衡现象则以最大量模穴样品产生短射件的条件进行样品射出 取样
以所决定的条件进行样品射出 ,取得三模样品将各模穴样品重量平均后作成数据表格。
如何使用实验信息
检查多模穴充填实验各模穴样品的重量偏差值的最大值与最小值,在大部分多模穴模具案例中一般偏差值不会超过5%。对于精度要求较严格的产品一般偏差值会要求在3% 以内,但如果成品没有精度要求那偏差值超过5% 有时也是可以接受的。
下列事项需要加以考虑
非结晶性塑料比结晶性塑料较能忍受流动不平衡性
模具精度越高多模穴的流动不平衡性会越小模穴的排气沟设计与精度,对塑料充填影响很大,由其对于多模穴充填的平衡性也有很大影响。虽然流道尺寸与浇口大小尺寸精度已达要求,但是若排气机构的精度有误差,也会影响到各模穴的流动平衡性,所以也须严格检查各模穴的排气沟尺寸精确性。
资料来源
www.fimmtech.com
http://www.injectionmoldingonline.com/
使用范围:限制在公司内部使用( 技术参考数据) ■
未经授权,请勿转载





















工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP




