什么是双色模?双色模如何设计,会设计双色模工资这么高吗?
 更新于2021年3月30日 18:41
更新于2021年3月30日 18:41双色模具,是模具大家庭中的一个亮点,从一登场就引起了世人的瞩目,它掀开了世界模具史的新篇章,也代表了模具行业发展的一个新的方向,两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。 双色模具目前市场上日益盛行,于这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂,但造价昂贵,技术要求高,所以会设计双色模具的设计师工资都很高~
第一部份 双色注塑的原理与注塑机的认识
双色模具通常有两幅模具,一半装在机器的固定板上,另一半装在回转板上. 两幅模具的公模是完全一样的,一次母模和二次母模不一样.当第一种颜色的塑料注塑完毕,公母模打开,一次公模带着一次产品旋转180度,到达第二种颜色注塑的位置上,进行二次注射,即可取得双色制件.如此循环,每个成型周期内都会有一模一次产品及二次产品产生

图 1, 台湾双色模具一幅
台湾和日本的注塑机,就是上面讲到的做法,注塑机有两幅平行的注射系统;而欧洲的双色注塑机,则是一个料管水平,一个料管垂直. 双色模具也只有一幅.但原理是基本相似的,母模上下两排形状不一样,公模旋转180度分别和一次,二次母模成型.
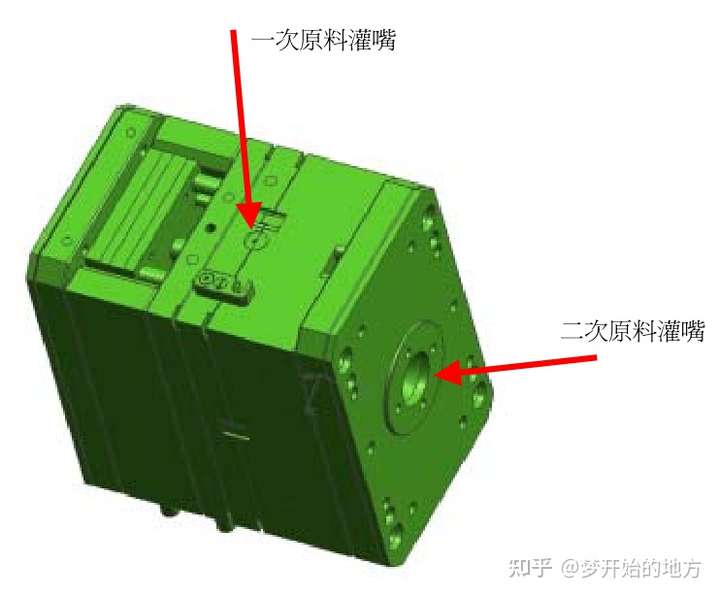
图 2. 欧洲双色模一幅
下面将会详细介绍

图 3. 大禹立式双色机

图 4 国产海天双色注塑机

图 5 德国亚宝的双色注塑机
第二部份 双色模具的应用
选择双色模具,一般不外乎以下几种情况.
1. 产品功能的要求. 例如电源开关,手机按键,键盘指示灯,汽车开关等,要求 LED的部分能够透光
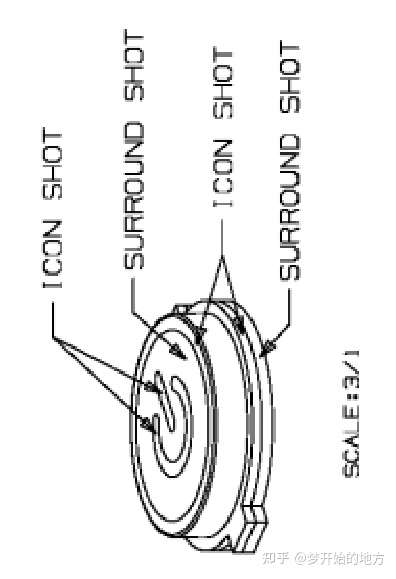
图 6. 电源开关按钮,LED 灯需要透光
2. 改善手感. 一些手持产品,要求在手持部位使用 Rubber,手感会比较舒适. 例如对讲机外壳, 电动工具把手,扳手,起子把手,牙刷柄,保温杯等
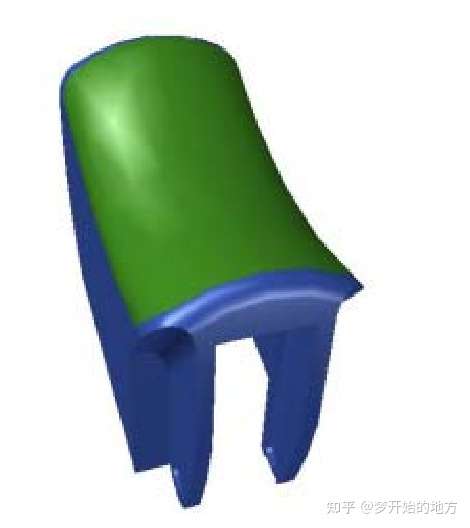
图 7 电动工具扣机
3. 增加美感,作为装饰品. 如一些外观件的 Logo,如果采用双色注塑,又漂亮又不用担心它会被摩掉.
4. 产品局部区域需要电镀.
大家知道,在塑料家族中,只有 ABS 和聚砜(PSU)表面可以电镀, 如果要求产品的局部区域或者单侧需要电镀,就要把电镀区域注射为 ABS,把不需要电镀的区域注射为其他材料如 PC 等

图 8. 产品表面局部区域需要电镀(非发光区)
第三部份 模具设计技巧
1. 缩水率 一般来说,双色模具的缩水率取决于一次材料. 二次材料和一次材料选相同的缩水率. 例如一次材料为 ABS(缩水率通常为 0.5%),二次材料为TPE(缩水率通常为 1.8%),在双色模具设计时,要全部选用 0.5%,因为一次材料已经把产品轮廓撑住了,二次材料不会收缩更多
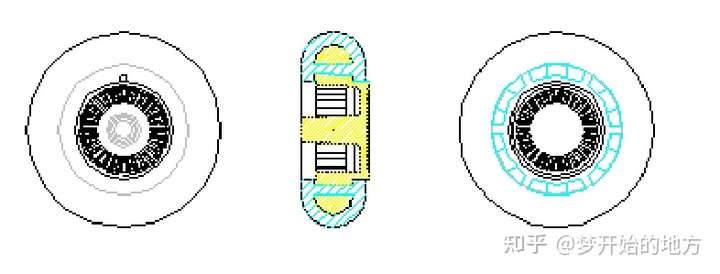
图 9. 鼠标小滚轮, 中间为 POM 料, 外表为 San 料
2.一.二次料的分割
在分割一二次料的时候,有诸多因素要考虑, 这是模具设计非常关键的一步,关系到整幅模具最终设计的成败.
2.1 要考虑原料的流动性,选择适当的壁厚. 由于二次料要爬越一次料, 如果壁厚不够, 就会造成流动性不好,容易导致缺料,缩水, 熔接痕等不良状况.一般来说,二次料的壁厚要保证 0.8mm 以上,最好能占到整个壁厚的 1/2.
2.2 要借助 Mould Flow 进行流动性分析,降低失败的风险.
2.3 在适当的地方改变一次产品的形状, 进而改善二次料的流动方向与速度, 以消除注塑缺陷或者把不良状况赶到非外观面.
2.4 由于双色产品的设计比较灵活, 要事先把其它注塑不良也考虑进去,加以改善.
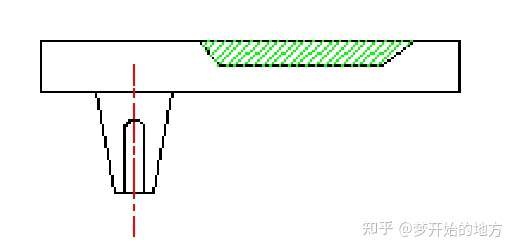
图 x-a Boss 柱的上方容易缩水
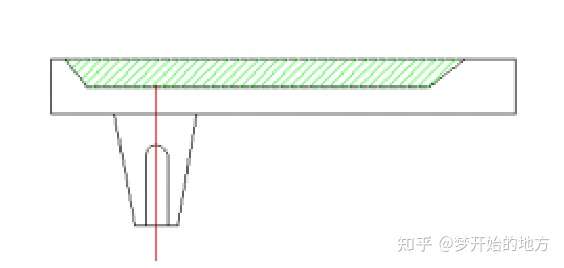
图 X-B, 可以改善缩水的问题
3. Gate 位置的选择
双色模具对 gate 的选择比较有讲究.
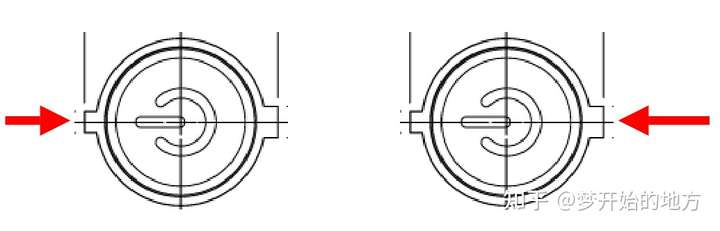
3.1 对于有 Logo 的产品,Gate 要选择 Logo 开口的一侧, 以有利于二次料的填充
3.2 一次料如果是点浇口,要做波仔,避免因一次进点残留而碰穿二次料
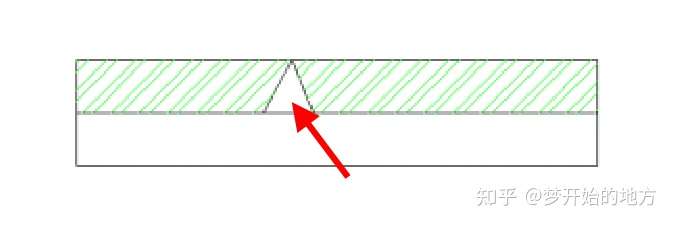
图 x-a 1 次进点残留过高,碰穿二次料表面
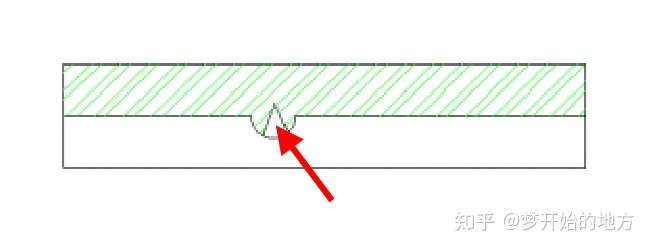
图 x-b 设计波仔,避免进点残留过高的问题
3.3 一次产品宜选择潜伏式进胶, 保证产品与流道可以自动切断. 无法采用潜伏
式进胶时, 可考虑三板模或热流道. 三板模的缺点是压力损耗大, 料头重.
4. 预压
这是双色模具上用的一个专业术语.因为一次产品要压二次母模,这会对 logo的形状有相当敏感的影响.一般来说, logo 的高度要比理论值大 0.02—0.05,如果太小,二次料会跑进来,使文字的轮廓不清楚. 如果预压太大,则会导致 logo
的线条过宽.
5. 拔模角
双色模一次材料的拔模角选择会比较灵活,应尽可能做大. Logo 的拔模角甚至可以放到 15 度, 把底盘做大,这样就不容易被二次材料冲垮.
第四部分 特殊结构的双色模具
1. 跷跷板结构
这类结构主要是用在数字键盘上, 像 0, 4,6,8,9 封闭的数字和 A,B,D,O,P,Q,R,封闭的字母, 只有用跷跷板结构, 二次料才会流入封闭的区域
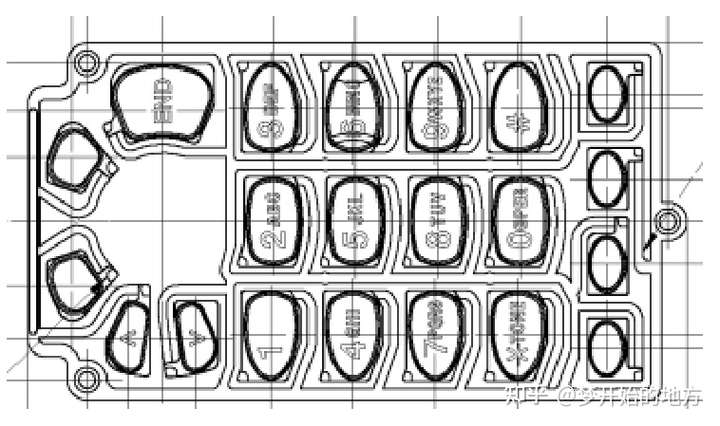
图 一个双色注塑的对讲机键盘
跷跷板的工作原理: 一次注塑时, 靠破针在跷跷板的作用下往上运动, 将一次产品封闭区域的边界处靠破出一个靠破孔; 二次注塑时, 靠破针又在跷跷板的作用下往下运动, 让出一个圆形的孔, 使得二次料能够从靠破孔钻进封闭区域.

跷跷板结构图
(1) 靠破针 (2) 靠破顶出板 (3) 跷跷板 (4) 跷跷板上行顶杆 (5) 跷跷板
下行顶杆
2. 中板模
大家知道, 双色模的两个公模是完全一样的. 但是, 如果产品的结构要求两个公模也有所不同的时候该怎么解决呢? 请想到中板模!中板模的工作原理: 注塑成型时, 两幅公模不动, 注塑机在完成一次注塑后, 先把中板扥出, 然后使中板旋转 180 度, 再进行二次成型. 这样, 中板的一二次部位可以做成不同的形状, 达到我们预期的设计目的.
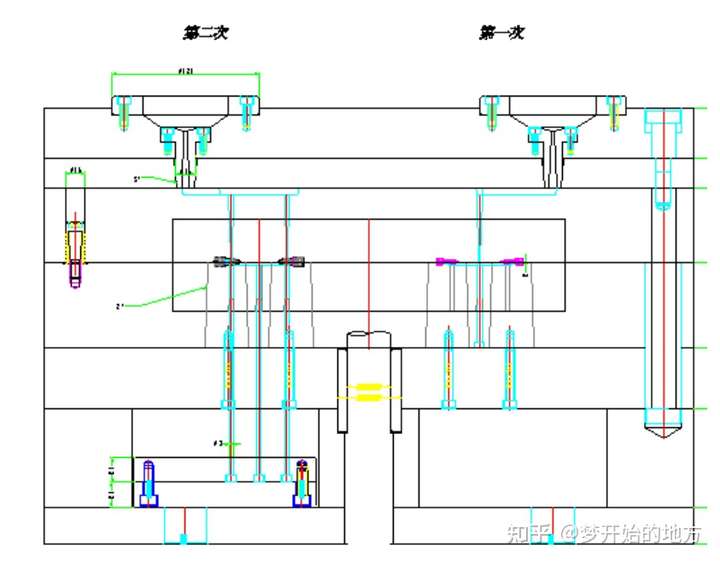
图 一幅典型的中板模结构
第五部分 一些常用技巧
架模:
① 先上二次(公模、母模合在一起)模稍微锁上能开模,再上一次(公母模)稍微锁上,再来锁上二次公母模(防止一、二次模不在同一水平上)。
② 旋转公模一次公模就二次母模锁紧;一次母模就二次公模锁紧。
③ 再旋转公模如果一次公模母模能合上即 OK。
下模修理注意理项:
① 下公模修理一定得从二次母模上与二次母模合后,再锁紧(导柱与孔有一定的间隙。
② 下一次母模修理:直接上与公模合即可锁紧。下二次母模修理:上模后稍锁上,公模亦要松锁,一次母模与公模亦要松紧,二次母模与公模合后锁紧再旋转公模。一次公模与二次母模合上锁紧公模,一次母模与二次公模合上后锁紧母模(一次)再旋转一次母模与公模能合上即可。
想学习模具设计需要学习资料参考或者练习,可以私信我回复UG免费领取一整套工厂实战教程学习资料,祝大家学有所成,致以所用~





















工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP




