为什么你的单工序仿真没问题,生产中却常常翻车?
在塑性成形领域,工程师们常常会遇到这样令人头痛现象:
明明每一道工序的仿真都通过了验证,但组合起来的实际生产线,却总是出现意料之外的缺陷——变形超差、组织不合格、裂纹频发。核心问题到底出在哪?
答案或许就藏在一个被长期忽略的事实:你的仿真,一直是在“真空”中进行的。
一、单工序仿真的“隐形假设”
传统仿真工具通常只对单一工序建模:锻造软件算锻造,热处理软件算热处理,彼此独立,数据不通。这种方式的背后的隐含假设是:进入该工序前零件温度均匀、残余应力为零。
然而,现实往往并非如此。
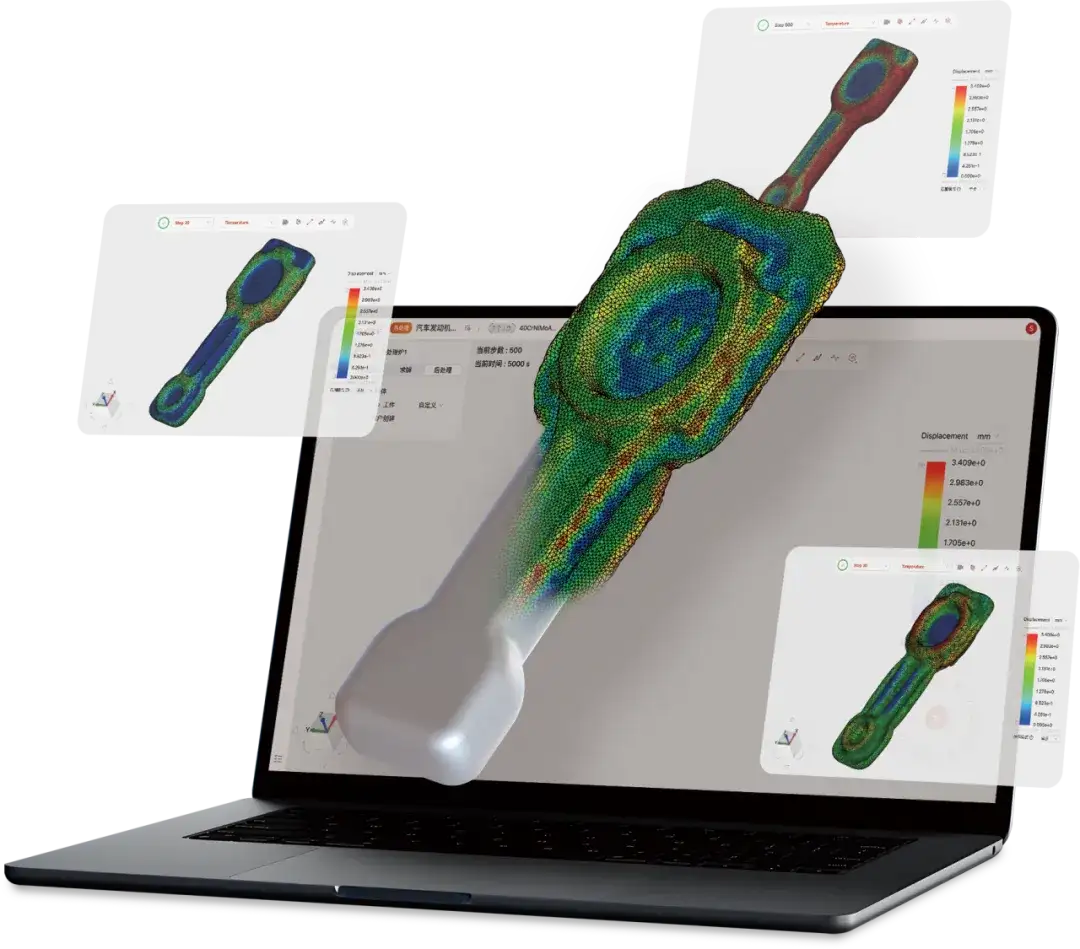
例如之前分享的连杆案例:在模锻过程中,由于连杆的大头、杆身、小头截面差异巨大,不同部位的温降速度截然不同,变形集中的区域残余应力也更高。这些锻后的真实状态(不均匀的温度场、分布复杂的残余应力、差异化的晶粒组织),会原封不动地传递到后续的热处理工序,直接影响奥氏体化进度和水淬时的相变行为。
单工序仿真无法看到这种“工艺遗传效应”。而缺陷,恰恰就是在真实生产中的工序之间传递、叠加、放大的。
链式仿真,正是为解决这一痛点而生。
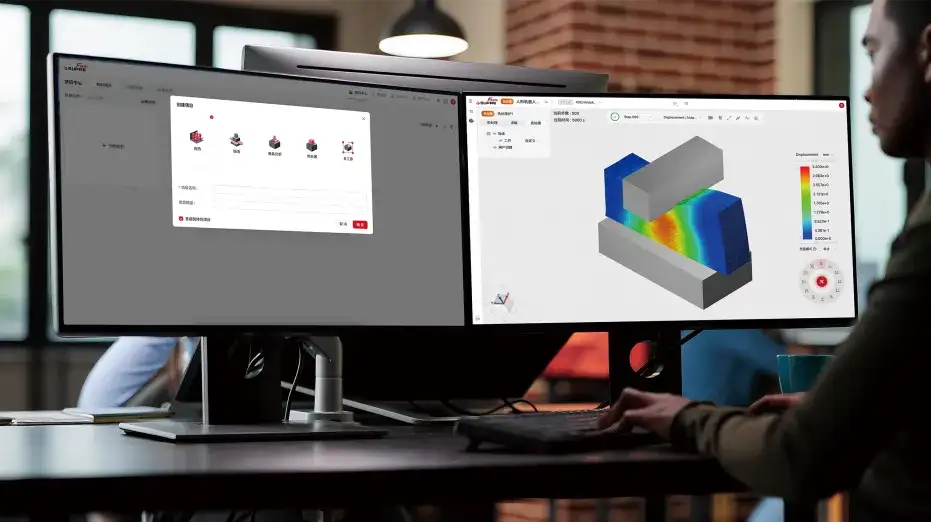
SupreForm 链式仿真界面
二、什么是链式仿真?
链式仿真,就是将制造过程中多个连续的工序串联为一个整体仿真链条,将前工序的计算结果(温度场、应力应变场、组织场等)自动作为初始条件传递给后工序,实现全工艺过程的数据贯通与连续模拟。
还是以连杆案例来说明。一条典型的链式仿真链条覆盖“模锻→转运→再加热→水淬”四个环节:
模锻仿真计算出锻后的温度分布和残余应力不会被丢弃,而是自动继承给热处理仿真,作为其初始状态。这样一来,锻后温度高的区域会在后续再加热中更快奥氏体化;残余应力大的区域在水淬时会叠加更剧烈的应力集中。
通过链式分析这些跨工序的连锁反应,最终帮助工程师定位质量波动的真正根源。
连杆案例中,问题根因被锁定为:模锻后温度场不均 + 锻后组织继承效应 + 再加热均热不足 + 水淬换热差异,四者叠加。相对应地,优化方案也不是“调热处理参数”等单点操作,而需要“锻后节拍控制 + 再加热均热 + 水淬一致性”三管齐下。

一句话总结:单工序仿真是在“理想真空”里分析一道工序;链式仿真则是在真实工艺流里分析整个制造过程。
三、链式仿真如何落地?
看到这里,你可能会问:链式仿真是不是很复杂?数据怎么在工序间“流动”?网格变了怎么办?
这些问题,在云原生塑性成形及热处理链式仿真平台SupreForm中已经有了成熟的工程化答案。
操作上,三步搭建一条工艺链
第一步:新建多工序项目
打开网页:
https://verx.supreium.com/supreForm
登录后在SupreForm中点击“新建项目”,选择“多工序”模块。这是专门为链式仿真设计的入口,允许用户自由组合传热、锻造、热处理、模具应力分析等基础工序模块。

SupreForm 创建项目界面
第二步:搭建工艺链
进入作业创建界面,点击"下一步"进入工序选择对话框——这是链式仿真的核心配置区:
左侧是工序选择树(成形、热处理、传热等),底部是工序管理器。点击“+”按顺序添加工序卡片,支持拖拽排序、选中删除,最多可串联10道工序。每张卡片的箭头颜色会实时反映求解状态(深色已完成,浅灰未完成)。
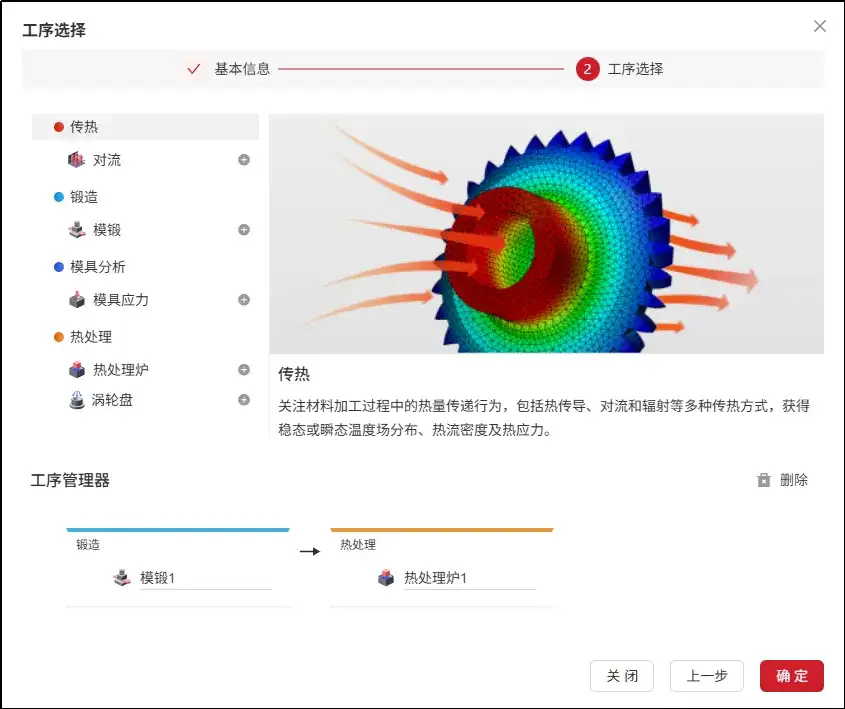
SupreForm 工序选择界面
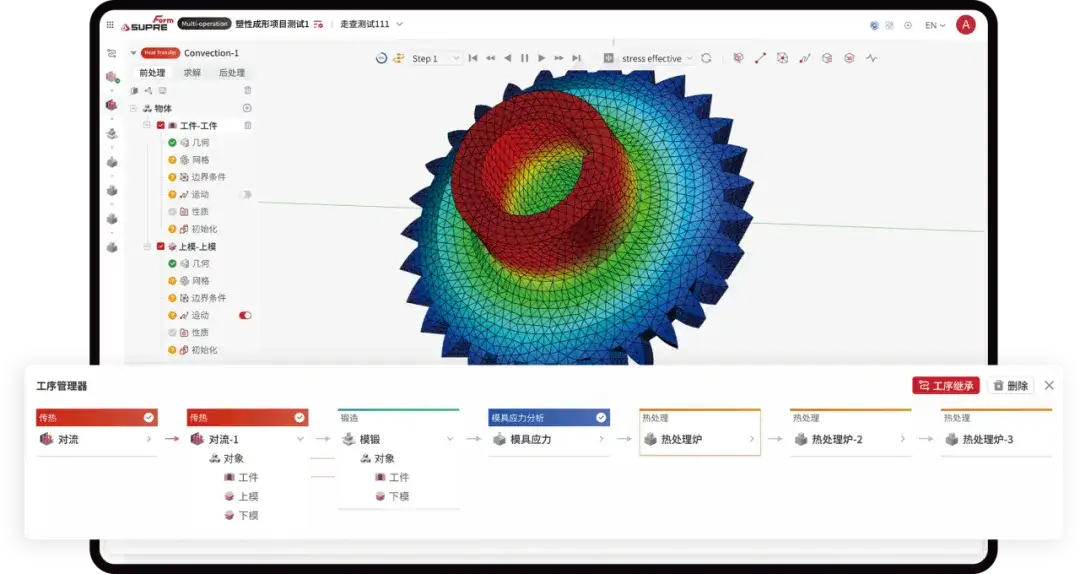
第三步:建立工序继承
工序排好后,数据并不会自动传递——需要手动建立“工序继承”。在左侧工序展示区选中两个连续的工序,点击“工序继承”按钮,在弹出的对话框中完成三项设置:
①物体对应:前置工序的每个工件,通过下拉框与后置工序的物体建立一对一继承关系;
②时间步选择:可选择前置工序已完成计算的任意时间步(默认最后一步),支持从中间状态“续算”;
③校验机制:前置工序未完成时会提示“请完成前置工序的求解”,重复继承时自动报错。
继承关系建立后,前置工序求解结束、数据就绪,系统会自动读取上游场数据写入下游工序,启动后续计算。整个过程无需用户手动搬运任何文件。

SupreForm 继承关系设置界面
技术上,三道机制保证数据“无损贯通”
链式仿真的技术核心是"数据贯通",即网格、物理场、工序数据三道信息的跨工序传递。
SupreForm 通过以下三道机制实现:
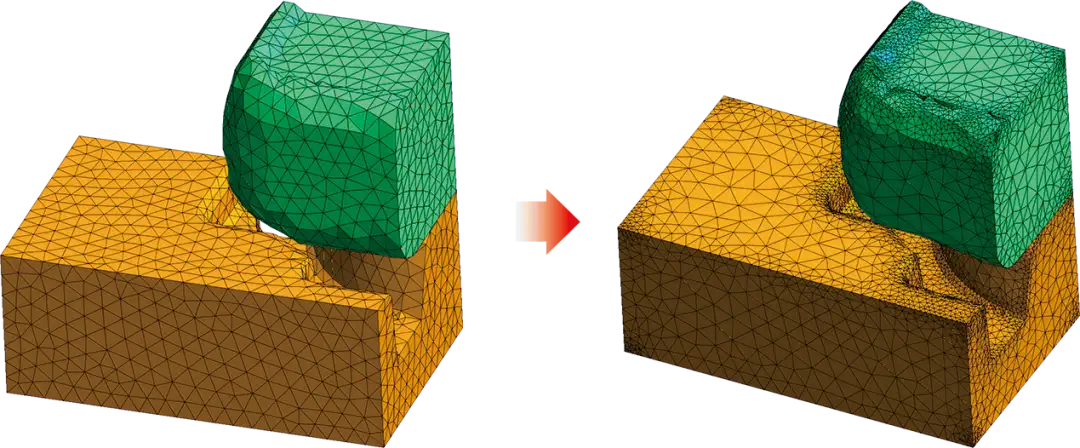
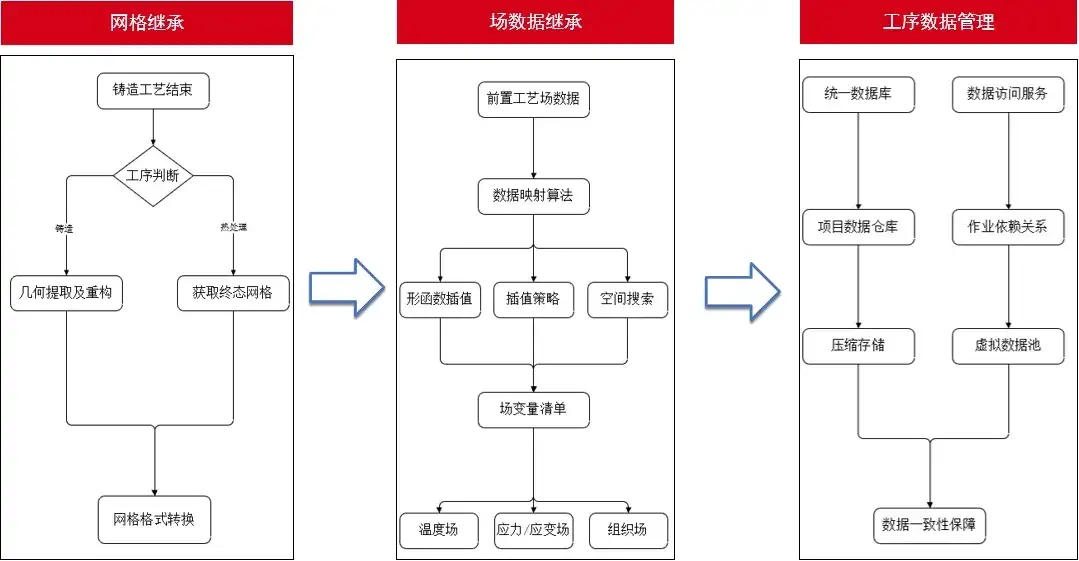
① 网格继承与自适应重划分
前工序的终态网格和几何数据直接传递给后工序,作为其初始几何。如果锻造大变形导致网格畸变过大,平台内置的自适应重网格化模块会自动触发,在保持外形精度的前提下生成高质量新网格。所有网格格式通过内部标准化中间格式统一转换,几何精度和拓扑关系不会丢失。
② 基于形函数插值的场数据映射
当新旧网格节点分布不同时,需要通过数学映射传递物理场。SupreForm采用基于形状函数的插值法:对于新网格的每个目标节点,在前置网格中定位其所在单元,利用该单元的形函数插值得到节点物理量。为加速百万级节点的空间搜索,系统内置了BVH树、八叉树等高效空间搜索结构。
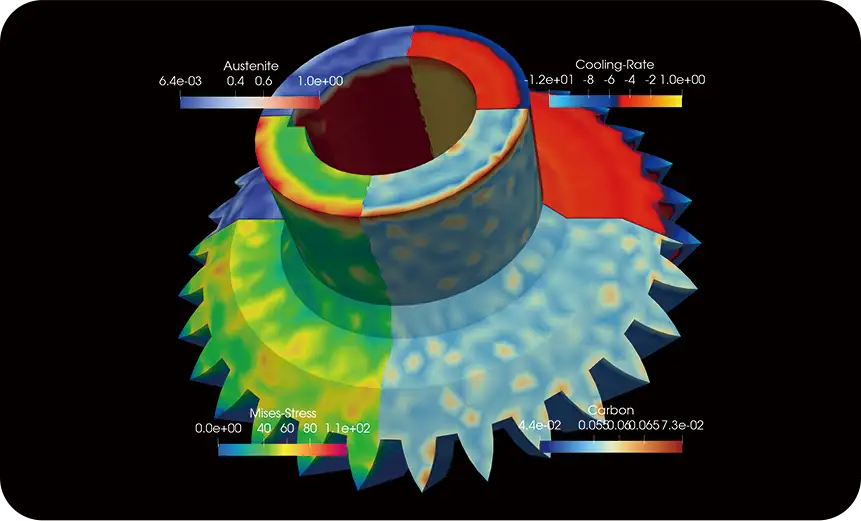
可传递的场变量包括:温度场(热分析初始条件)、应力/应变场(力学初始状态)、组织场(晶粒尺寸、相体积分数等,作为后续相变模拟的起点)。因几何截取产生的新表面,其场变量会根据工艺知识合理初始化。
③ 统一数据库管理
每个仿真项目拥有独立的数据目录,按“项目→作业→工序”分层存储。大型场数据采用自主压缩格式进行无损压缩。系统自动记录工序依赖关系,前置工序完成且数据就绪后,自动触发后置工序计算。
四、链式仿真的工程价值
链式仿真带来的不仅是技术能力的提升,更是工艺设计范式的转变:
- 追踪工艺遗传效应:量化缺陷如何在一道道工序中被传递和放大,定位真正的“病灶”,而不是在末道工序上疲于救火。从单点优化到全局协同:锻造工程师和热处理工程师基于同一条链条数据协作,避免“锻造为了好成形调了一个参数,结果热处理应力爆了”这种优化方向互相抵消的情况。大幅降低试错成本:在计算机上先跑通全工艺链,提前预测零件的最终性能和缺陷风险,减少物理试错的次数和周期。
真实生产中,锻造不是结束,热处理也不是开始。要真正跨越高端制造的三道门槛——仿真跑不通、变形控不住、组织看不透——必须构建一个全局仿真体系,把产品的整个工艺链条串联起来。

目前,SupreForm已支持“锻造→热处理”“铸造→锻造→热处理”等多种工艺链组合,在航空发动机、新能源汽车、人形机器人等高端制造领域批量应用。
读到这里,不妨马上打开SupreForm,亲自上手创建一个“多工序”项目,在工序管理器里把模锻和热处理串起来——看看链式仿真能否帮你发现单工序仿真看不到的问题。





















工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP




