CAE模流分析101招_第27招、消费性电子连接器产品模流分析重点 设计分析篇~【智能制造篇】
 更新于2023年6月8日 17:00
更新于2023年6月8日 17:00浏览:2038
CAE模流分析101招 -第27招、消费性电子连接器产品模流分析重点 设计分析篇~【智能制造篇】
▎Moldex3D/林秀春 协理
第27招、【智能制造篇】-产品故事说明
成品尺寸:长55,宽45(单位mm) 成品厚度:平均厚度0.3~1.0(mm) 浇道系统:冷浇道, 塑料材料LCP 分析焦点:
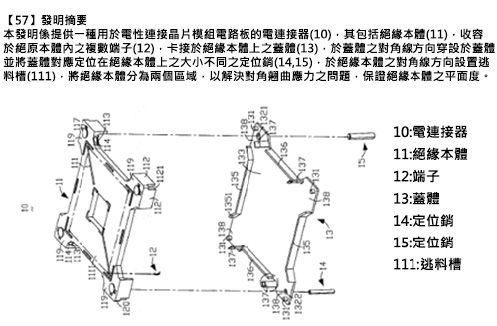
图1:专利内文
如图1此专利内文在描述产品局部的肉厚设 计将影响塑料的翘曲变形,并且找到关键的设计,可以 申请专利保护设计不被竞争对手抄袭可以确保生产产品 的优势帮公司大大的获利。早期些相关的塑料射出产品 因内部机构复杂很多功能性的孔洞,在厚度差异大造成 模穴内的流动不平衡且温度压力差异悬殊,以致于保压 会有不同密度分布不同而有翘曲变形的问题。而变形会 让金属端子不能顺利的组装而使功能NG早期在肉厚设 计变更是非常辛苦的,要不断的在现场进行实验模具的 测试确认才能进行真实的模具加工,但是现在透过CAE 模流分析已经可以真实掌握肉厚的设计确保模穴的流动 状况掌握温度、压力、体积收缩以及很复杂的纤维(有 高达40~50%)配向的影响大大提高模具加工的速度与 产品的质量让提高公司竞争力并长期获利。
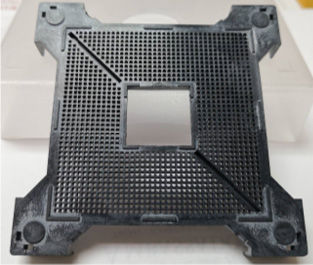
图2:专利内文的实射产品。
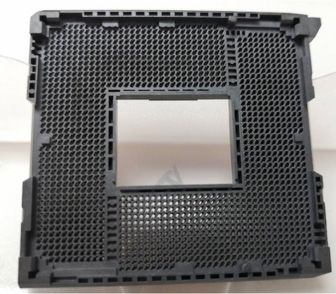

图3:相关产品的局部肉厚设计样式参考。
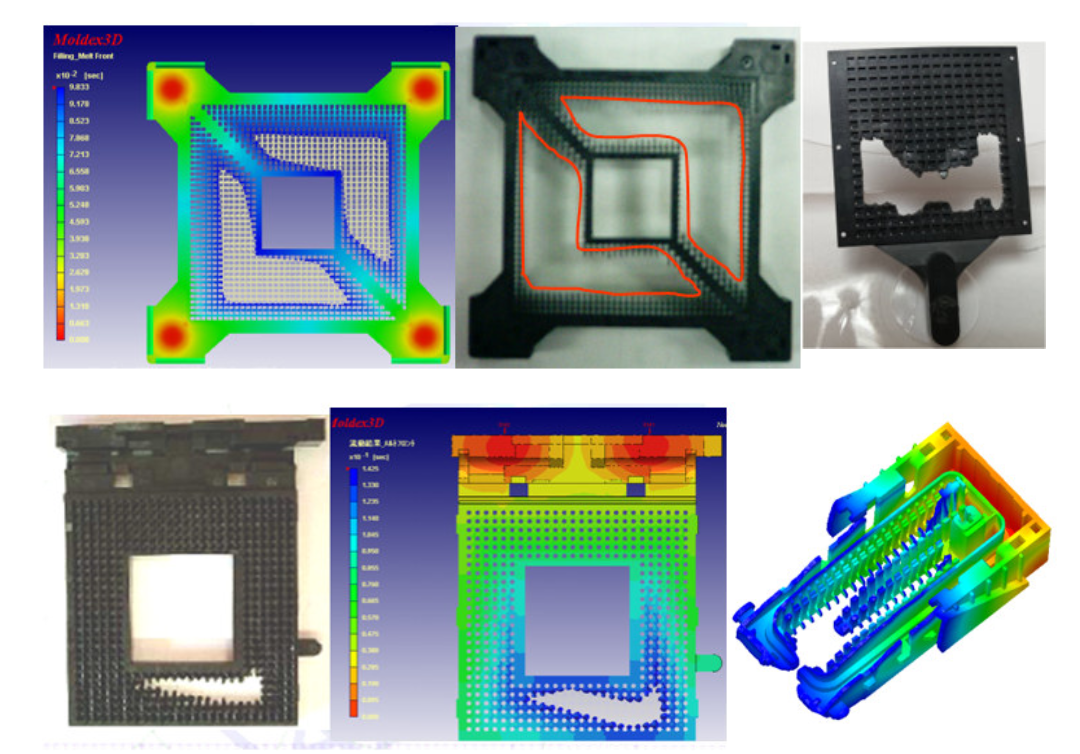
图4:产品实射短射状况及模流分析的比对与验证。
结果讨论:现在塑料制品要求轻薄短小,少量多样,所 以模具开发周期越来越短,如何有效的透过CAE模拟的 工具来有效的提升工作效率与质量并且掌握合理的设计 是非常容易达成的目标。■
未经授权,请勿转载!





















技术邻APP
工程师必备
工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP


1


